

Als Lohnfertiger mit dem Schwerpunkt auf Maschinenverkleidungen und Behälter muss man beim Biegen ein breites Spektrum an Blechdicken abdecken können. Die teilweise großen und schweren Bauteile mit ihrem flächigen Charakter sind prädestiniert für das Schwenkbiegen. Auch bei den Biegegeometrien gilt es vielfältige Herausforderungen zu meistern. Dazu zählen Falzungen, Radien, innenliegende Biegungen, Bleche mit empfindlichen Oberflächen und das volle Spektrum von sehr dünnen bis zu sehr dicken Materialien. Mit der Schwenkbiegemaschine RAS GIGAbend gelingt dieser Spagat perfekt, bestätigt Mareen Kaupp, die es wissen muss.

© RAS
Schon ein Blick auf den Maschinenpark der Kaupp Blechbearbeitung GmbH &Co.KG verdeutlicht die Bandbreite der Aufgaben. Alles beginnt mit einem gut bestückten Blechlager. Beim Zuschnitt findet man eine Tafelschere, eine Stanz-Laser-Kombimaschine und eine Plasmaanlage. Für das Biegen kommen drei Gesenkbiegepressen unterschiedlicher Längen und Tonnagen hinzu. Die GIGAbend-Schwenkbiegemaschine mit 6 mm Biegeleistung auf 3200 mm Länge ergänzt den Technologiemix.
Geschäftsführerin Mareen Kaupp leitet seit dem plötzlichen Tod des Vaters das Unternehmen in der vierten Generation. Mutter Karola Kaupp ist für die kaufmännischen Aufgaben verantwortlich. Mit dieser Frauenpower fertigt das Unternehmen aus Alpirsbach hauptsächlich Maschinenverkleidungen, Wannen und Ölbehälter für Härteöfen, Furnierpressen und Plattensägen.
Mareen Kaupp ist nicht nur Geschäftsführerin und Werkstattleiterin, sondern arbeitet auch aktiv in der Produktion mit. Sie pflegt mit den Werkstattmitarbeitern einen gesamtheitlichen und eigenverantwortlichen Arbeitsstil. Das bedeutet, dass jede Fachkraft für ein Teil von A bis Z verantwortlich ist und daher alle Tätigkeiten ausführen kann.
Das beginnt beim Analysieren der erhaltenen Step-Dateien der Blechkomponenten auf dem 3D-CAD-System. Weiter geht es mit dem Erstellen der Platinen durch Schneiden, Stanzen, Lasern oder Plasmazuschnitt. Beim Biegen ergänzt das Schwenkbiegen die drei Gesenkbiegepressen.
Der stellvertretende Werkstattleiter Immanuel Digel erzählt: „Bei den großen und schweren Wannen hat die Schwenkbiegetechnologie enorme Vorteile, da das Biegeteil auf dem Anschlag liegt und nicht hochgeführt werden muss.“ Kaupp hat dafür eine Maschinenkonfiguration mit einem geschlossenen Rechteckanschlag mit 3 Meter Tiefe gewählt. Mit Hilfe eines Vakuumlifts lassen sich selbst große Abwicklungen von 3000 x 2000 mm von einer Person alleine beladen, biegen und entladen.

© RAS
Mareen Kaupp betont: „Bei uns kommt es auf Genauigkeit schon beim ersten Biegeteil an. Bei den großen Verkleidungsblechen würden Teile zum Einfahren sehr hohe Kosten verursachen.“ Daher müssen Schenkelmaße, Winkel und Geradheit der Biegungen auf Anhieb stimmen. Die Anschlagfinger positionieren die Biegeteile sehr exakt und schieben bei Folgebiegungen die Teile einfach nach. Die Oberwange spannt das Blech danach mit 120 Tonnen Spannkraft, damit ein Verrutschen im Biegeprozess ausgeschlossen ist.
Durch die Schwenkbewegung der Biegewange erfolgt die Biegung auf den gewünschten Winkel. Bei einer Presse wird der Winkel durch eine lineare Abwärtsbewegung des Stempels erzeugt. Anders beim Schwenkbiegen. Hier fährt die Biegewange den gewünschten Winkel durch eine Schwenkbewegung direkt an. Die in der Software hinterlegten Materialtabellen berücksichtigen die Rückfederung für unterschiedliche Materialien, Blechdicken und Biegelängen. Der Schwenkwinkel der Biegewange ist also der Sollwinkel plus einem automatisch hinzugefügten Korrekturwert.
„Als handwerklich arbeitendes Unternehmen treffen wir viele Entscheidungen in der Werkstatt“, erklärt Mareen Kaupp. Für solche Fälle ist es hilfreich, dass die GIGAbend eine Abwicklung des Biegeprofils als gestreckte Länge des Materials ausgibt. Die Software errechnet auch den Biegeablauf von Profilen und zeigt das Ergebnis solch einer Simulation in einer Grafik für jeden Biegeschritt an.
Für die Geradheit der Biegung ist ein intelligentes Bombiersystem zuständig, das in die Biegewange integriert ist. Dieses System misst beim Anbiegen durch Sensoren die Durchbiegung der Wange und stellt für jede Biegung automatisch eine Bombierung ein.
© RAS
Mareen Kaupp staunt noch jeden Tag, wie gerade die Biegungen sind. „Wir haben uns vor der Anschaffung natürlich die Videos der GIGAbend angesehen, in denen die Winkelgenauigkeit entlang der Biegung gezeigt wird und dachten uns ‚gutes Marketing‘. Heute wissen wir, dass die Maschine das tatsächlich leistet.“
Viele Kunden kommen mit einem Satz an Werkzeugen für die obere Spannwange und die Biegewange aus. Das ist bei Kaupp aufgrund des extremen Teilespektrums nicht so. Hier findet man Spitzwerkzeuge, die man für profilartige Teile mit maximaler Blechdicke verwendet. Die 200 mm hohen Tools haben einen großen Freibereich hinter dem Werkzeug und lassen sich für Teile bis 4 mm Stahlblech verwenden. Die 300 mm hohen Werkzeuge mit großem vorderem Freibereich sind immer noch bis 2 mm zugelassen.
Und noch ein Vorteil soll nicht unerwähnt bleiben: Hat man die Maschine mit Spitzwerkzeug bestückt und möchte anschließend eine Box biegen, muss man nicht die gesamte Maschine abrüsten. Vielmehr entnimmt man nur einige Teilstücke des Spitzwerkzeugs und baut dort höhere Werkzeugsegmente auf. Immanuel Digel bestätigt: „Da wir manchmal 5 bis 6 mal am Tag umbauen, reduziert das den Rüstaufwand erheblich.“

© RAS
Auch bei den Biegewangenwerkzeugen geht Kaupp gut sortiert ins Rennen. Neben 36 mm breiten Werkzeugsegmenten für die volle Biegeleistung stehen auch 18 mm breite Biegewangenwerkzeuge für schmale Z-Biegungen bereit. Als Besonderheit lassen sich mit angeschrägten Vorlauf-Werkzeugsegmenten auch innenliegende Fensterbiegungen herstellen. Die geteilten Biegewangenwerkzeuge vereinfachen nicht nur das Rüsten, sondern es lassen sich auch Spalte in der Biegewange aufbauen, die beim Biegen den Platz für vertikal herausstehende Laschen schaffen.
An einigen Biegeteilen findet man Umschläge im Randbereich. Solche Falzungen dienen einerseits zur Verstärkung der Randzonen. Andererseits dienen sie als Schutzkante, damit sich beim Montieren niemand an einer scharfen Blechkante verletzen kann.
Manchmal verwendet man Profile mit offenen Umschlägen auch als Steckverbinder von beispielsweise zwei Wannen. Das Zudrücken von Umschlägen erfolgt mit denselben Werkzeugen, die auch beim Biegen im Einsatz sind. Die Oberwange drückt dabei einen möglichst weit vorgebogenen Schenkel mit ihrer Schließkraft nach unten. Hier kommen erneut die 120 Tonnen Spannkraft der Oberwange ins Spiel. Damit die Umschläge jedoch auch in der Mitte der Maschine gleichmäßig heruntergedrückt werden, ist die Steifigkeit der voluminösen Oberwange von entscheidender Bedeutung.
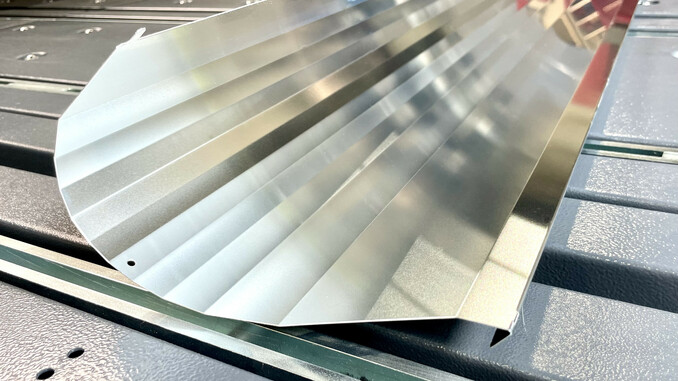
Auch bei den Werkstoffen trifft man in der Alpirsbacher Blechfertigung nahezu alles an, was der Markt zu bieten hat. Neben normalem Stahlblech findet man Biegeteile aus verzinktem Material. Darüber hinaus werden Biegeteile aus Stahl- oder Alu-Riffelblech hergestellt. Mit der Schwenkbiegetechnik konnte Kaupp sogar einen Auftrag für Leuchtenreflektoren aus hochglanzverspiegelten 0,5 mm dünnen Alublechen gewinnen, bei denen es auf das abdruckfreie Biegen der einzelnen Facetten ankommt. Somit schöpft die GIGAbend das gesamte Spektrum sehr dünner, bis 6 mm dicker Bleche aus.
„Wir haben uns noch nie so schnell für einen Maschinenkauf entschieden. Mit der GIGAbend haben wir eine absolute Profimaschine gefunden, die uns die im Handwerk notwendige Vielfalt an Einsatzmöglichkeiten bietet“, fasst Mareen Kaupp abschließend zusammen.
Web:
www.RAS-online.de


