As a contract manufacturer focusing on machine cladding and containers, you have to be able to cover a wide range of sheet thicknesses when bending. The sometimes large and heavy components with their flat character are predestined for swivel bending. There are also a variety of challenges to be overcome in terms of bending geometries. These include folds, radii, inside bends, sheets with sensitive surfaces, and the full spectrum from very thin to very thick materials. With the RAS GIGAbend swivel bending machine, this balancing act succeeds perfectly, confirms Mareen Kaupp, who should know.

© RAS
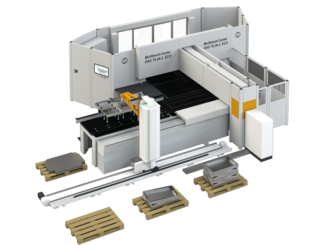
Just a glance at the machinery of Kaupp Blechbearbeitung GmbH &Co.KG illustrates the range of tasks. It all starts with a well-stocked sheet metal warehouse. In cutting, you will find a guillotine shear, a punch-laser combination machine and a plasma system. For bending, three press brakes of different lengths and tonnages are added. The GIGAbend swivel bending machine with 6 mm bending capacity on 3200 mm length completes the technology mix.
Managing Director Mareen Kaupp has been leading the company in the fourth generation since the sudden death of her father. Mother Karola Kaupp is responsible for the commercial tasks. With this female power, the company from Alpirsbach mainly manufactures machine cladding, trays and oil tanks for hardening furnaces, veneer presses and panel saws.
Mareen Kaupp is not only the managing director and workshop manager, but also actively works in production. She maintains a holistic and self-reliant work style with the workshop staff. This means that each specialist is responsible for a part from A to Z and can therefore perform all activities.
This starts with analyzing the received step files of the sheet metal components on the 3D CAD system. The process continues with the creation of the blanks by cutting, punching, lasering or plasma cutting. In bending, swivel bending complements the three press brakes.
Deputy workshop manager Immanuel Digel tells us, “For the large and heavy tubs, the swivel bending technology has enormous advantages because the bent part lies on the stop and does not have to be guided up.” Kaupp has chosen a machine configuration with a closed rectangular fence with a depth of 3 meters for this purpose. With the help of a vacuum lift, even large unwinds of 3000 x 2000 mm can be loaded, bent and unloaded by one person alone.

© RAS
Mareen Kaupp emphasizes, “For us, accuracy is important right from the first bent part. With the large cladding sheets, parts for running in would cause very high costs.” Therefore, the leg dimensions, angle and straightness of the bends must be correct right away. The stop fingers position the bent parts very precisely and simply slide the parts during subsequent bends. The upper beam then clamps the sheet with 120 tons of clamping force to prevent slippage in the bending process.
The swivel movement of the bending beam causes the bending to the desired angle. In a press, the angle is generated by a linear downward movement of the punch. Swivel bending is different. Here, the bending beam moves directly to the desired angle by means of a swiveling movement. The material tables stored in the software take into account the springback for different materials, sheet thicknesses and bending lengths. The swivel angle of the bending beam is therefore the nominal angle plus an automatically added correction value.
“As an artisanal company, we make many decisions in the workshop,” explains Mareen Kaupp. For such cases it is helpful that the GIGAbend outputs an unwinding of the bending profile as the stretched length of the material. The software also calculates the bending sequence of profiles and displays the result of such a simulation in a graphic for each bending step.
An intelligent crowning system integrated into the bending beam is responsible for the straightness of the bend. This system uses sensors to measure the deflection of the cheek during bending and automatically sets a crown for each bend.
© RAS
Mareen Kaupp is still amazed every day at how straight the bends are. “Of course, before we purchased it, we watched the GIGAbend videos showing the angular accuracy along the bend and thought ‘good marketing’. Today, we know that the machine actually does that.”
Many customers get by with one set of tools for the upper collet and the bending collet. This is not the case with Kaupp due to the extreme part spectrum. Here you can find pointing tools, which are used for profile-like parts with maximum sheet thickness. The 200 mm high tools have a large clearance area behind the tool and can be used for parts up to 4 mm sheet steel. The 300 mm high tools with large front clearance are still approved up to 2 mm.
And another advantage should not remain unmentioned: If you have equipped the machine with pointing tools and then want to bend a box, you do not have to disassemble the entire machine. Instead, only some sections of the pointing tool are removed and higher tool segments are built there. Immanuel Digel confirms, “Since we sometimes rebuild 5 to 6 times a day, this reduces the setup effort considerably.”

© RAS
Kaupp also enters the race well sorted in the field of bending beam tools. In addition to 36 mm wide tool segments for full bending performance, 18 mm wide bending beam tools are also available for narrow Z-bends. As a special feature, chamfered leading tool segments can also be used to produce internal window bends. The split bending beam tools not only simplify setup, but gaps can be built in the bending beam to create the space for vertically protruding tabs during bending.
On some bent parts, envelopes can be found in the edge area. On the one hand, such folds serve to reinforce the edge zones. On the other hand, they serve as a protective edge so that no one can injure themselves on a sharp sheet edge during assembly.
Sometimes profiles with open envelopes are also used as connectors of, for example, two tubs. The pressing of envelopes is done with the same tools that are used for bending. The upper cheek presses a leg that is bent as far forward as possible downward with its closing force. This is where the 120 tons of clamping force of the upper beam come into play again. However, to ensure that the covers are also pressed down evenly in the center of the machine, the stiffness of the voluminous top beam is crucial.
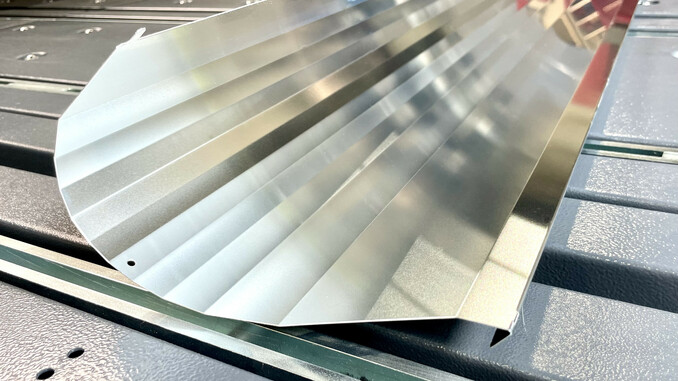
In terms of materials, too, Alpirsbach’s sheet metal production facility has almost everything the market has to offer. Besides normal steel sheet, you can find bent parts made of galvanized material. In addition, bent parts are made of steel or aluminum checker plate. Using the swivel bending technique, Kaupp was even able to win an order for luminaire reflectors made of high-gloss 0.5 mm thin aluminum sheets, where the impression-free bending of the individual facets is crucial. Thus, the GIGAbend exploits the entire spectrum of very thin, up to 6 mm thick sheets.
“We have never decided so quickly on a machine purchase. With the GIGAbend, we have found an absolutely professional machine that offers us the variety of applications required in the trade,” concludes Mareen Kaupp.
Web:
www.RAS-online.de