Pressed, drawn and stamped parts as well as assemblies for the automotive industry are Weser Metall Umformtechnik’s specialty. Hundreds of thousands of these flow into global production every day. The fact that the manufacturing processes in Hannoversch Münden are robustly designed and ensure consistently high quality is also due to process simulation with AutoForm-Sigma.
Modern bodyshells consist of several 100 individual parts. Sometimes it is enough for one of these parts to be defective to bring the entire system to a standstill. Zero-defect tolerance is therefore an indispensable premise of quality management in automotive engineering. At the same time, compliance with quality requirements must be ensured via a globally networked manufacturer and supply chain, and established quality management systems must be permanently further developed.
© Autoform
Quality with letter and seal
Weser Metall Umformtechnik, part of the South Korean Sungwoo-Hitech Group since 2012, is a manufacturer of high-quality body parts and assemblies that supplies all well-known automobile manufacturers and strictly implements the quality requirements that apply in the process. An in-house tool shop, from which up to eight tools are manufactured annually depending on size, is the basis for being able to handle even demanding components efficiently. Presses with forces up to 2000 t and table sizes up to 2.5 x 7.3 m are available for the production of drawn, pressed and stamped parts. Finally, in the production of assemblies from steel and aluminum parts, almost all common bonding and joining techniques such as resistance, TIG, MIG or MAG welding are also used on automated systems.
In order to consistently meet the demands on the parts, but also on the components and tools, WMU has established a quality management system that consistently fulfills the requirements of IATF 16949. At the same time, the automotive supplier is certified with an environmental management system according to ISO 14001 and an energy management system according to ISO 50001. With these management tools, WMU not only operates in a sustainable and energy-efficient manner, the quality generated in the process is simply the key to success. Their compliance is verified with 3D coordinate measuring machines, photo-optical measuring systems through to measuring equipment integrated directly or indirectly into the manufacturing processes. “For years, AutoForm software solutions in particular have been part of our fixed cutlery for process simulation and quality assurance,” praises Arne Jonas Bytom, Key User Autoform at WMU.
© AutoForm
Sporadic events – and the cause?
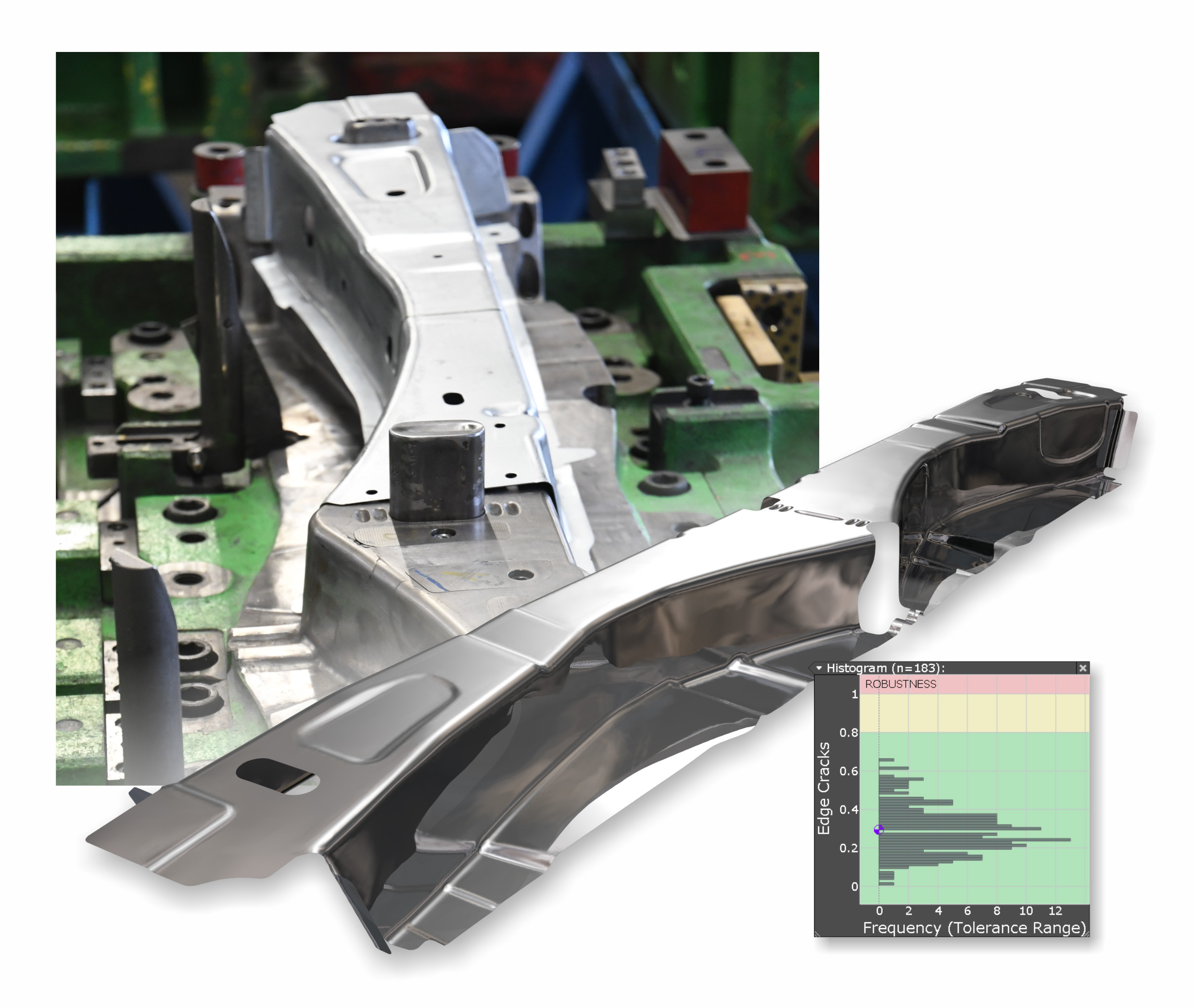
The consistency with which the supplier implements its quality management system was demonstrated once again in August of last year when problems arose during the production of a side member for a European car manufacturer: cracks were sporadically detected on the Tailor Welded Coil (TWC) near a weld seam. Until then, the side member had been manufactured in nine stages using a transfer tool. “The sheets entered the press for this after a straightening unit and an impact shear,” Bytom describes. “Then the rectangular blank was loaded into the mold and formed by crash molding, resulting in irregular edge cracks of varying lengths.”
To rule out unsafe production, WMU immediately moved larger quantities of the material to a restricted warehouse, which ultimately amounted to 20 coils. Material analyses were also initiated immediately by the material supplier, who, however, ruled out property variations as the cause. In his estimation, the cracking was due to wear of the blank cutting tool. An argumentation that WMU could not follow in its entirety.

© WMU
The know-how thrown together
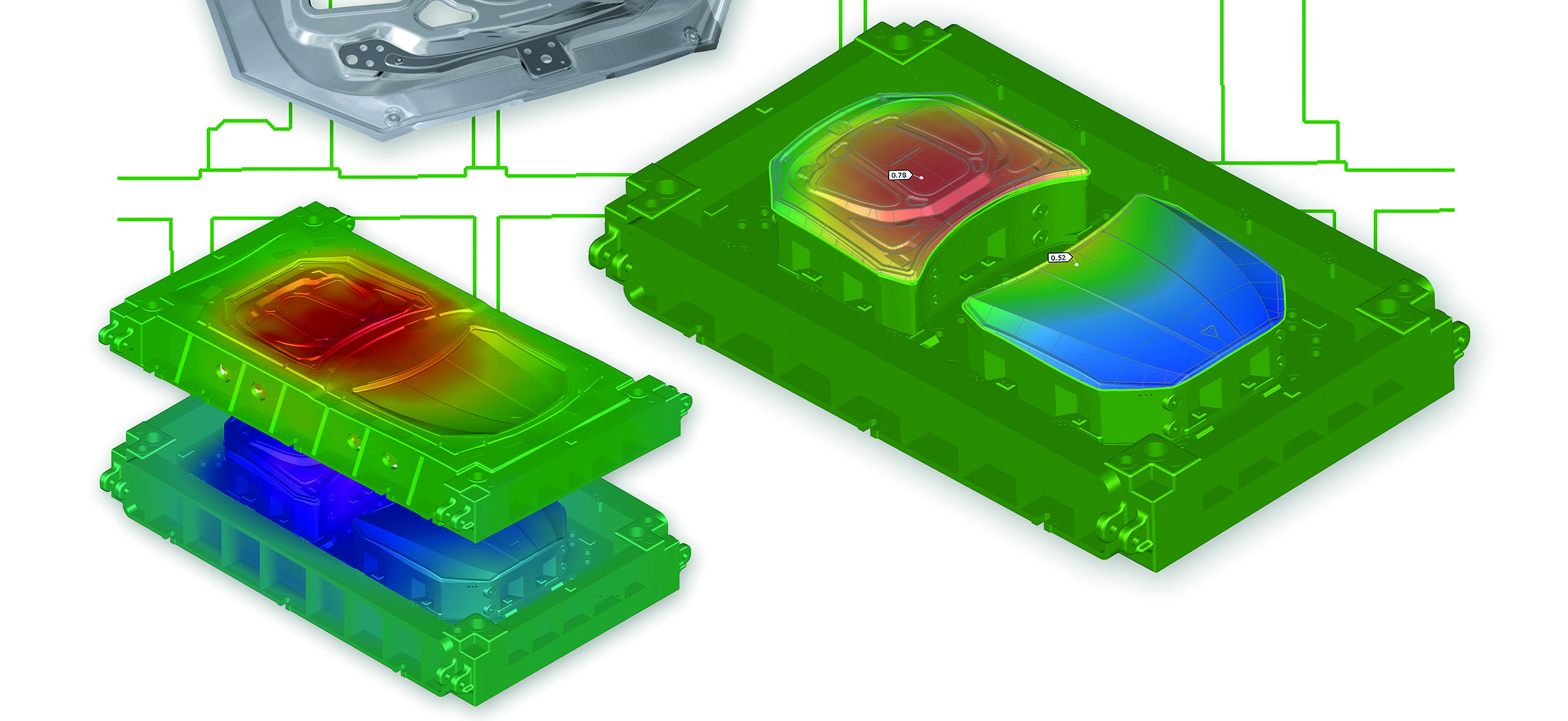
Based on the current mold data, the supplier therefore undertook a simulation using AutoForm Forming as a single simulation. “The goal was to map the case with appropriate failure criteria,” Bytom explains. “In doing so, we were able to use the edge cracks function to prove that there is a correlation between the wear level of the blanking tool and the edge crack sensitivity.” This was calculated in the AutoForm Cloud. Because the sensitivity was 1.33 (1 equals failure) in the worn condition and 0.95 in the sharp condition, the simulation also proved that cracks could occur even with an unworn tool. A result that was consistent with WMU’s observations. But how was the situation to be interpreted? And above all: What solution was to be derived?
That same month, WMU approached AutoForm to discuss the result with the simulation specialist and find a solution together. It quickly became clear that an optimized blanking tool had to be developed. Together, they now developed an optimized trimming contour for the board, whose renewed simulation with AutoForm Forming showed: the edge crack sensitivity was now 0.3 in the worn state and 0.21 in the sharp state. “We have therefore realized significantly more safety against board edge failure through simulation in AutoForm,” emphasizes Mathias Rüschenschmidt, Key Account Manager at AutoForm. But how was the production robustness of the new solution to be evaluated?
© AutoForm
Robustness and its analysis
Because edge crack sensitivity naturally depends on the input material in addition to the mold contours, it was necessary to prove that the new solution was insensitive to variations in the mechanical properties of the production material before it was built. WMU investigates this robustness of the processes with AutoForm-Sigma. For some time now, the software – like all AutoForm products – has been available in the AutoForm Cloud for high availability with fast response times.
WMU, which has been working in the AutoForm Cloud for a long time, systematically varied the material parameters of the TWC in the analysis that is now pending. “Such a sigma run, where a higher number of simulations are calculated for statistical validation, was back at WMU from the AutoForm Cloud within a few hours,” Rüschenschmidt summarizes.
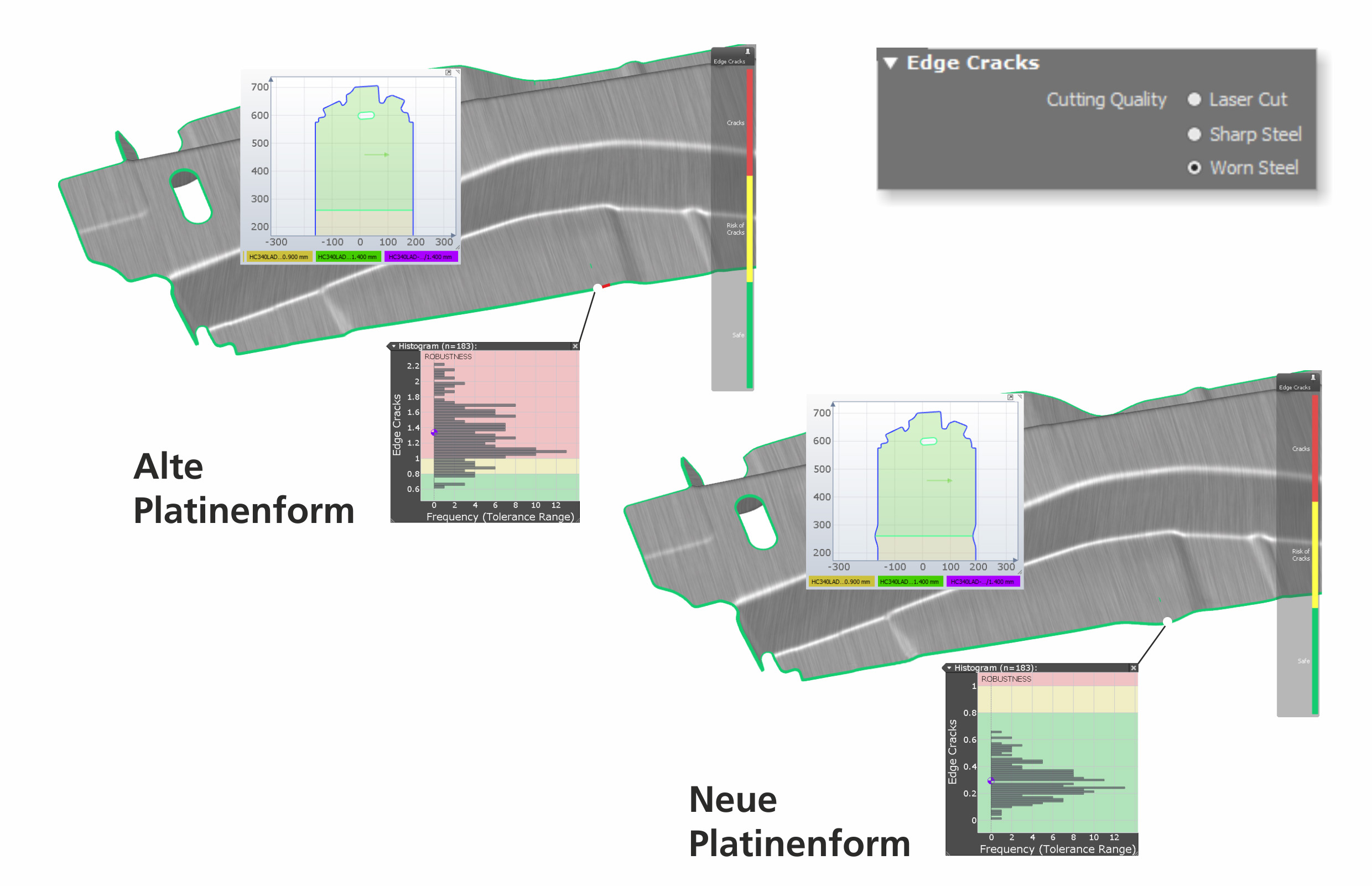
For the new trim contour, edge crack sensitivities of 0.095 to 0.585 were finally demonstrated – statistically verified – with a worn blank cutting tool, which corresponds to a safety to edge failure of over 40%. In contrast, the edge crack sensitivity of the old board contour ranged from 0.87 to 2.35 under the same conditions and process variations.
“This also explains WMU’s observations that good parts were only produced under certain conditions,” Rüschenschmidt classifies. “Even a recently serviced blanking die could lead to cracks if input parameters were unfavorable, as evidenced by robustness analysis with AutoForm-Sigma.”
A new quality anchor
Tests with separately cut blanks still followed in 2021, which were consistently without any abnormalities in the edge area. Finally, the new blank cutting tool was built and integrated into production. The press on which the longitudinal beams are produced works here with a 7.30 m long table. “Because the transfer die is shorter, we were able to pre-cut the blank and turn off the press shear,” reports Bytom. Today, the contour is thus produced by blank cutting to then run into the transfer tool.
This integration was preceded by consistently positive test results, which persuaded WMU to build the new sinker. “In the end, all the blocked coils could be processed without any problems. These 213 t of material alone represented a cost factor of almost a quarter of a million euros,” Bytom sums up. “Also, because the coils no longer have to be tensioned after punching, the line has a significantly higher utilization rate. In addition, with scrap-free production, the additional quality controls have been eliminated.”
Last but not least, makeready times have also been reduced and output increased thanks to the more stable process. In any case, the costs of the new blank cut had already paid for themselves through three processed coils, but this was not the only effect directly related to the tool: Edge cracks analyses were now included in the specifications for tools that WMU purchases. And thus another quality anchor is set in WMU’s management system.
Web:
www.autoform.de