Higher, faster, further. The Olympic idea is also in demand in a modified form in the metalworking industry. Many companies rely on increasingly versatile cutting systems in order to meet the market pressure for more individuality and quality down to batch size 1 with more efficient and flexible production. With appropriate solutions, sheet metal, tubes, profiles and container bases can be processed multifunctionally, precisely and reliably on just one system using various cutting methods.

© MicroStep Europe
The bases of assessment in the evaluation of production are uniform: it is a question of production speed, quality and also production costs. This is no different in the metalworking industry than in other manufacturing industries. When selecting the right technologies, flexibility is another criterion; after all, it is important to react to changing customer needs, to adapt the portfolio if necessary, to be able to position oneself broadly with foresight. For many years now, metal construction companies have had to master the balancing act of being able to produce ever faster, ever more individual components while maintaining the same level of quality.
In order to be prepared for these ever-increasing challenges, decision-makers are increasingly turning to multifunctional cutting solutions that combine a multitude of advantages: Combined system solutions can combine a wide variety of machining options for a wide range of geometries fully automatically on one CNC cutting system. For example, technologies for cutting precise holes and contours, preparing weld seams as well as drilling, countersinking, threading, marking, center punching or scanning can be combined. These options can be used flexibly for processing sheet metal, tubes, profiles or container bases – as pure specialists or in combination units. With modern chamfering units, even beams from three sides and dished heads up to under the brim can be processed.
Different cutting processes can also be combined on one system: cutting centres for processing by means of plasma, oxyfuel, laser or waterjet technology are in use worldwide in many different configurations – for 2D cuts or also 3D processing. These all-rounders not only create the necessary flexibility, they also help users to make massive savings in production time and thus production costs.
After all, if you cut out contours from a sheet of metal on a single system, work on chamfers and also drill holes and threads, you save a lot of effort: no more material handling between individual machines, no more transport to or from the intermediate storage area between processing steps, no more repeated clamping, setting up and processing. Only one loading, processing and unloading – done.
The time saved varies from case to case, but is enormous over the year. This means that employees are no longer tied down with less productive tasks; rather, they are free to use their skills more profitably.
The art of process reliability with any technology
The art of multifunctional cutting systems is to operate them with consistently high quality and to achieve reproducible results throughout the entire life of the machine – even in multi-shift operation. Different cutting processes for 2D cutting, automated weld seam preparation for bevel cutting or further options for drilling, threading or marking cannot be used on different geometries and semi-finished products without compromising quality.
MicroStep has developed a wide range of technologies for this purpose, which are used worldwide in many cases, so that CNC cutting systems can show their flexible strengths in a process-safe and precise manner. Small and medium-sized metal construction companies as well as large companies such as Bosch, Doppelmayr, GEA or Stürmsfs benefit from this.

© MicroStep Europe
This is particularly the case thanks to MicroSteps ACTG technology: The patented, automatic calibration unit “Automatic Calibration of Tool Geometry” ensures that the torch tip always moves exactly into the desired position when rotator technology is used for turning and tilting. ACTG reduces the need for mechanical readjustment of the bevel head and thus – for example in the event of a collision – reduces the machine set-up time from several hours to a few minutes. “When it comes to bevel cutting in this quality, MicroStep has a unique selling point in maintaining the tolerances required for robotic welding,” says Walter Eberle, Deputy Production Manager Production Planning at Doppelmayr Seilbahnen GmbH. Doppelmayr has been working with MicroStep in the field of cutting for around two decades.
The calibration system is also used for measuring and adjusting other tools – for example when using a drilling support. ACTG precisely measures the tools and thus creates the basis for accurately taking into account the width of the kerf when measuring the distance between the drill hole and the outer contour. On the other hand, the calibration unit determines the offset between the torch and the drilling tool. Both are the basis for permanently accurate drill holes, threads and countersinks.
Automated weld seam preparation increases productivity
With further solutions, precision is maximized and permanently stabilized in automated weld seam preparation precisely tailored to the respective cutting process (oxyfuel, plasma, laser, waterjet). The task of these intelligent and partly self-learning systems is, among other things, to compensate for technology-related inaccuracies and to precisely detect the material surface and its distance from the chamfering unit.
Depending on the cutting process, the following technologies are available to apply the desired chamfer (V positive/negative, Y positive/negative, X or K): a laser rotator for chamfer cuts up to 45°, a plasma rotator for chamfer cuts up to 52°, an oxyfuel rotator for chamfer cuts up to 60° and a waterjet rotator for chamfer cuts up to 45°.

© MicroStep Europe
In addition, with plasma, laser and oxyfuel rotators, chamfers can be applied to already cut components with the aid of a multifunction scanner and MicroSteps ABP technology. The tried and tested system is a cost-effective alternative to robots and, like the direct application of welding edges using a CNC machine, reduces manual reworking and helps to save material and operating costs.
“From the very beginning, we had the impression that we were getting a beveling unit and boring mill that is state-of-the-art and technologically leading. The system is very productive and it is also process-safe,” confirms Marcel Meier, Head of Procurement/Corporate Development at Stürmsfs AG.
Solutions for not wasting time in material handling
With tools becoming more and more precise and systems more and more process-safe, the plants are becoming faster and faster. The limiting factor is increasingly material handling. The semi-manual loading and unloading of the workpieces usually takes considerably more time than can be gained by the machining process. Automated and versatile material handling systems can keep pace with this and are useful aids to additionally raise efficiency to a new level. For example, the MSLoop system, a shuttle table system consisting of several cutting grids and operating on the paternoster principle, which significantly increases the throughput of CNC cutting systems, as the system enables simultaneous loading, cutting and unloading in separate zones. Or an even higher level of automation by integrating the MSLoad sheet metal loading system in conjunction with a shuttle table as well as the MSTower storage system and the MSSort parts sorting system.
Depending on the requirements, producers can thus use the appropriate system for themselves and apply it profitably. For a more flexible, faster and more stable production with only one system solution.
© MicroStep Europe
EXTRA: CUTTING METHODS AT A GLANCE
(by Erich Wörishofer, Microstep)
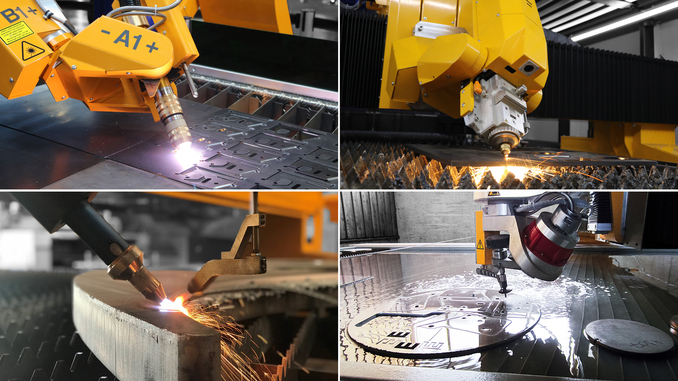
In the metalworking industry, four cutting technologies are the most important: plasma cutting, laser cutting, oxyfuel cutting and waterjet cutting. Each cutting method has its justification, its areas of application, its strengths and weaknesses. By combining certain technologies, strengths can be brought together and CNC systems can be handled even more flexibly. For example, combined systems consisting of plasma and oxyfuel technology or in conjunction with waterjet technology are in use in many companies around the world.
Oxyfuel cutting: economical method for medium and higher structural steel thicknesses
Autogenous flame cutting has its strengths in the medium and larger material thickness range and can cut materials up to 300 mm. The investment and wear part costs are comparatively low. The thermal cutting process is only suitable for structural steel, has a large heat input into the material and losses in cut quality.
More about flame cutting
Plasma cutting: High-quality and efficient processing of conductive materials in the thin and medium material thickness range
Plasma technology can be used to efficiently process all conductive materials such as mild steel, stainless steel and aluminium in the thin and medium material thickness range. The quality is very high, the materials can be cut almost without reworking. The technology is significantly faster than oxyfuel, offers high flexibility in material types and thicknesses and the possibility of automation. The kerf is somewhat wider than with the laser, and there are limitations with the finest internal contours. In addition, the technology is very noisy.
More about plasma cutting
Laser cutting: Process various materials with thinner thicknesses quickly and precisely
Laser cutting stands for precision, speed and low heat input and has its strengths especially in the thin sheet area. Laser technology can be used to cut metals as well as plastics, wood, paper or even composite materials. This means that very small holes, narrow webs and acute-angled geometries are possible. Compared to other processes, the investment and operating costs are disproportionately higher and the range of sheet thicknesses that can be processed economically is limited. Even though the development is progressing rapidly here and increasingly higher material thicknesses of 20 mm and more can be cut economically.
More about laser cutting
Waterjet cutting: Everything cutter without thermal effect
In contrast to the other cutting methods, waterjet cutting is a cold cutting process and therefore does not cause any thermal impact on the material. This cutting technique impresses with its enormous precision with angularly accurate cuts and the possibility of processing a wide variety of materials. However, the technology is much slower and requires a lot of maintenance due to the disposal of water and abrasive or due to water impact on machine components.
Web:
www.microstep.com