Single-arm robots are used today for a wide variety of tasks. Precisely measuring the forces and torques that occur directly on the arm opens up many more possibilities.
© Burster
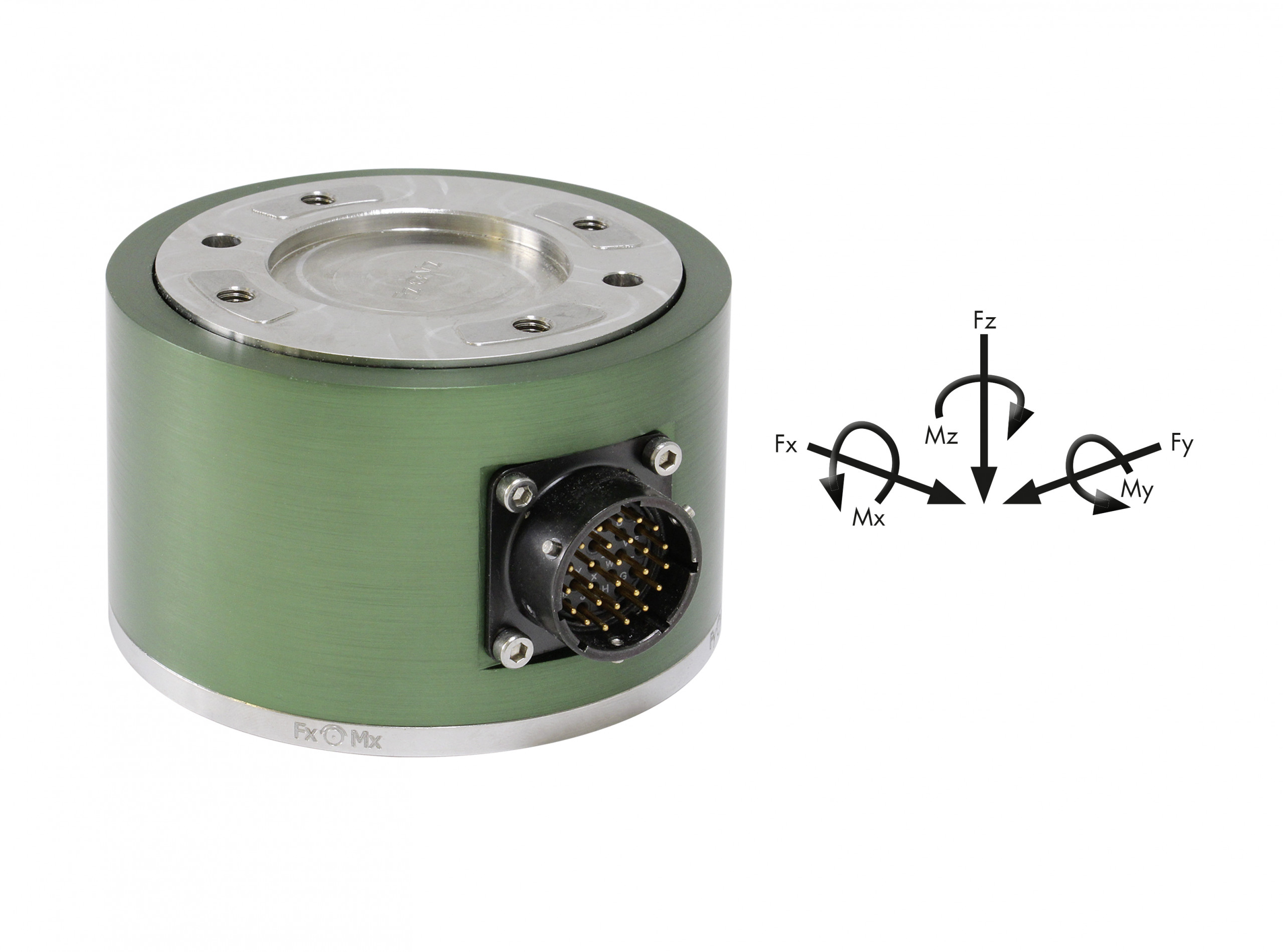
In placement processes, for example, the measured values can be used to draw conclusions about the correct parts, their positioning and correct placement. For this purpose, the specialists at Burster have developed a six-axis force and torque sensor with a robot flange according to DIN ISO 9049-1, which is simply attached to the standard fixture of the robot arm.
The 8565 3D sensor with a diameter of 95 mm at a height of 60 mm can measure up to three forces and torques Fx/Fy/Fz and Mx/My/Mz simultaneously. The individual values are not extrapolated, as is often the case, but each measured variable is recorded via a separate strain gauge.
The respective values can be read out via commercially available measuring amplifiers with a linearity deviation (20%-100%) of 0.1% from the final value. The measurement technology provider also offers various solutions for this. Depending on the application, customized axis configurations are possible, from one to three axes and with or without torque measurement.
The user therefore only buys what he actually needs. The measuring range is up to ±1 kN in Fx and Fy and ±2 kN in Fz direction, the maximum torque in all directions is 50 Nm. The special internal geometry of the sensor ensures low crosstalk between the individual axes. Sensors for further measuring ranges are in preparation.
New ways of working possible
Depending on the sensor design, new fields of work can thus be opened up for the robots or quality assurance measures can also be implemented inline. For example, the relevant forces and torques can be measured during the placement of tool carriers and compared with specified values. This enables good/bad statements and avoids damage.
In other tactile motion sequences such as gripping, milling or grinding etcetera, the moments that occur also provide direct information about the condition of the workpiece or the tool used. Adjustments through various reference measurements, for example of the friction between the workpiece and the tool depending on the contact pressure (Fx/Fy in relation to Fz), can also improve the work result, for example during polishing. Since a separate measurement amplifier is used for each channel, the individual values can be recorded and evaluated largely independently; thus, no cost-intensive multi-channel amplifier with correction calculation is required to record the individual channels, which significantly simplifies the setup.
Web:
www.burster.de