Compressor solutions from Euro Gas Systems (EGS) are used on several continents. Based in Romania, the company is a versatile distributor and packager for a wide range of systems. Corresponding flexibility is required in the machine park. This is ensured, among other things, by a multi-functional centre for the 3D cutting of sheets, tubes, beams and container bases from MicroStep.

Located in the heart of the Transylvanian Basin is the Romanian town of Chirileu. This is the home of Euro Gas Systems (EGS), a manufacturer of gas compressor packages. EGS is ISO 9001 certified and official distributor and packager for Ariel reciprocating compressors, “Platinum Solution Provider” for the gas engines of the renowned manufacturer Waukesha as well as OEM for Caterpillar and other well-known suppliers.
The company offers first-class compressor solutions for the markets in Europe, the Middle East, Africa, Asia and the CIS. For this purpose, an extensive range of machinery is used, including CNC cutting, welding, drilling and rolling machines, a press brake, vertical and horizontal machining centres, as well as our own dyeing facilities and sandblasting chambers.
With more than 30 years of know-how, the company operates three production facilities with a total area of over 9,000 sqm and an office area of 1,300 sqm. In addition to the packaging of reciprocating gas compressors, the EGS product portfolio also includes gas-to-power solutions for the oil and gas industry, air-cooled heat exchangers (ACHE) and pressure vessels with PED and ASME certifications.
Thanks to decades of experience, versatile internal resources and first-class infrastructure, the products offered by EGS are tailor-made and offer great flexibility for the integration of even customer-specific specifications. The focus on expanding in-house engineering capabilities and services was also a driving factor for EGS when purchasing new machinery.
“One of the goals of our company is to increase efficiency in all production processes so that we can produce better quality products in less time and at a better cost,” says Roger Wachter, Managing Director of EGS, who made the decision to invest in a multifunctional CNC cutting machine during 2020.
MicroStep was chosen because the supplier of cutting and automation solutions could offer a machine for the processing of all required types of semi-finished products and could also demonstrate experience with similar multifunctional cutting systems. “With this investment, all three goals were achieved, so the decision was easy; also in view of the possible RoI (return on investment),” says Wachter.

Flame and plasma cutting on one machine
According to the complex technical requirements of EGS, a universal and robust CNC portal cutting center based on MicroSteps DRM was custom configured. The machine consists of three separate zones: a section for processing sheet metal and container bases, a zone for tubes and closed profiles, and a section for beam processing. A heavy-duty gantry operates above each of the zones, equipped with three tool stations: a 3D “Pantograph” plasma rotator (swivels up to 120°), an oxyfuel rotator for bevel cutting up to 65° and a 3D laser scanner.
The machine combines 3D plasma and 3D flame cutting technology for weld seam preparation with intelligent scanning functions. “With the laser scanner, the machine automatically adjusts its cutting path to account for any production-related deviations in geometries due to milling tolerances,” Wachter explains. “The final cuts are remarkable with clean chamfers. These require very little rework before fitting and welding.”
A typical example of the benefits such a machine brings to manufacturers like EGS is one of its most popular products: the Ariel KBK4 two-stage compressor unit. Their production requires precise cutting with weld preparations on sheets, pipes, tank bottoms as well as various types of open profiles.
Bevel cutting of sheet metal and container bottoms with plasma and oxyfuel
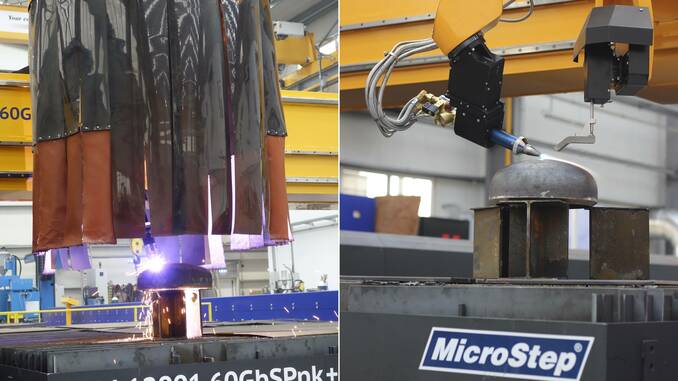
The sheet metal and container bottom cutting area of the multifunctional centre consists of a cutting table with a working surface of 6 x 2.5 m, which enables plasma cutting of sheet metal in the thickness range from 2 to 80 mm and oxyfuel cutting from 10 to 150 mm. A tank bottom with a diameter of up to 2,000 mm and a height of 600 mm can also be placed on the work surface and cut with both plasma and oxyfuel.
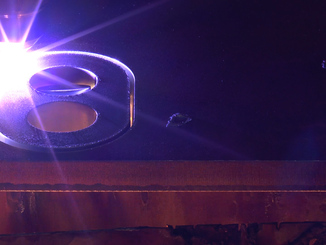
Thanks to the five-axis “Pantograph” plasma rotator, the Hypertherm HPR400xD (400A) plasma power source can cut contours into the entire tank bottom surface, as well as accurately introduce bevels for weld preparation. After the cutting process, the vessel bottoms are welded onto pipes to produce pressure vessels – for example compressor pressure expansion vessels.
Since real container bottoms typically have production-related deviations from the underlying ideal contour of their 3D models used for CAM programming, the key to accurate machining is identifying the real surface geometry and dimensions of each part a machine is to cut.
To this end, MicroStep has developed a unique 3D laser scanning process with point cloud imaging (MicroStep mScan technology) that allows the true shape of a container bottom to be determined and this measurement to be used for subsequent adjustment of the generated cutting program to accurately follow the container bottom surface. For this purpose, the scanner is placed in a swivelling rotary holder on a separate tool station with a Z-stroke of up to 1.5 m. The scanner is then moved to the next tool station. In addition to container bases, it is also used for scanning pipes, profiles and beams.
Cutting of pipes up to 2,000 mm diameter
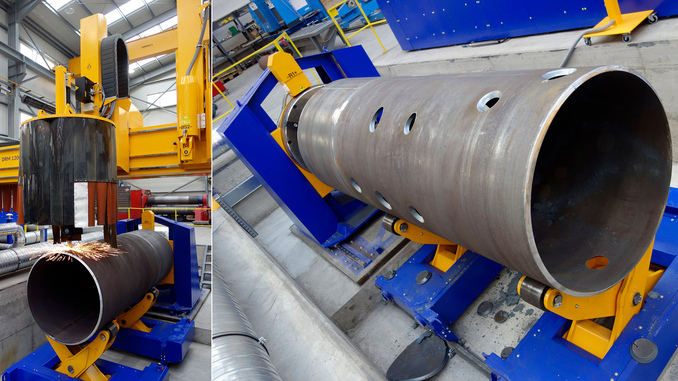
The area for cutting tubes and hollow sections is located behind the cutting table. It enables bevel cutting of tubes in a relatively wide range of diameters, from 100 to 2,000 mm. Due to the large maximum diameter, the large pipe cutting device and the entire support roller system must be sunk 1.25 m below ground level. EGS produces its pipes with a diameter of more than 900 mm by means of a sheet bending process.
Tubes produced in this way may have slight roundness deviations which could cause inaccurate positioning of the cutting contours when the tube is rotated during the cutting process. In any case, the machine can ensure accurate cutting results by detecting the pipes with the laser scanner and then compensating for the measured deviations. In addition to plasma cutting, the machine also allows bevel cutting of tubes with oxyfuel.
Cutting of beams and deviation compensation
Along the cutting table there is an area for cutting beams up to a length of 12 m and a web height of 1,000 mm. The beams are placed on outrigger supports with spikes, under which there is an extraction channel.

The machine can handle a wide range of beam types – U, L, IPE and HEA. During the cutting process, the gantry including the cutting tool moves along the statically laid profile, while the five-axis rotor head processes the profile surface from three sides. The special “pantograph” rotator can tilt the plasma torch up to 120° and thus enables not only the cutting of holes but also the cutting of profiles as well as the cutting of contours with bevels.
Real beams can deviate from the standard dimensions and tend to twist around the longitudinal axis from certain lengths. In order to achieve the required accuracy and to compensate for deviations, each beam is scanned in the area of the cut before the actual cutting.
To facilitate weld preparation on H-beams used at EGS for the manufacture of platforms for compressor units, MicroStep has developed additional custom macros for its 3D CAM software mCAM. Intelligent cutting plan generation, scanning, and comprehensive cutting head motion control make it possible to achieve high accuracy with minimal need for further surface preparation before welding.
mCAM also contributes significantly to the overall efficiency of production preparation at EGS. It not only imports and processes complex 3D models of parts and assemblies at once and automatically breaks them down into cuttable shapes, but also automatically loads technological parameters from the connected cutting system to generate appropriate cutting plans. This is particularly practical for machining HEA and IPE beams, which can have different web and flange thicknesses and therefore require adjustment of the cutting speed at transitions.
Thanks to the communication with the control system, mCAM is able to automatically generate the cutting plan for a given semi-product, including the change of cutting speed when moving between different material thicknesses in a beam.

Measurably more speed in production
“The machine allows our team to optimize production time with increased precision at all stages of the manufacturing process,” evaluates Roger Wachter. “For nozzle cuts for pressure vessels, we were able to reduce the actual time for layout, cutting and weld preparation by at least 70 percent.
Similar results can be seen when cutting I-beams for the production of base and subframes (compressor/driver modules). The 3D CAD/CAM software interface between our design department and the cutting system eliminates potential errors by eliminating the need for human interaction between the processes,” Wachter adds.
Web:
www.microstep.com