Waterjet cutting is despite still an “exotic” process. Even many experts have heard of it, but know more prejudices than advantages. They know even less about micro waterjet cutting, also called water fine cutting.

© Daetwyler
Microwaterjet cutting is economical, resource-saving and precise, according to supplier Daetwyler. The comparatively cold water jet does not change the material properties and in most cases makes reworking unnecessary. Due to its high accuracy and universal applicability, micro waterjet cutting can open up more and more fields of application, because precision and flexibility are now in demand in almost all industries. The customers who are responsible for the boom in water fine blanking come from a wide range of industries, including medical technology, watches and precision mechanics, optics, the electrical industry, research, prototyping, design and many others.
One of the most important suppliers of micro waterjet cutting systems is the Swiss company Daetwyler, so it is not surprising that one of the most important user industries is the watchmaking industry. Manufacturers of high-quality wristwatches and pocket watches in particular require small parts, often in small quantities, for which the production of stamping dies is not worthwhile.
Ideal for many applications
Water fine blanking is the most suitable process here because the watch springs must remain fatigue-free, fracture-proof, resistant to kinking and bending, corrosion-resistant and non-magnetic, temperature-independent, highly elastic, low-damping and adaptable. The material must not be thermally stressed during the cutting process and the cutting accuracy must be high. All this is guaranteed by the micro waterjet cut.
The machining of complex and filigree contours with an accuracy of ± 0.01 mm are everyday business for Microwaterjet. Foils from 0.05 mm can be cut. Positioning and repeat accuracies of ± 0.003 mm can be dared for small quantities. However, Daetwyler can guarantee a tolerance better than ± 0.005 even for larger series. Reworking due to burr formation at the cut edge is usually not necessary.
Virtually all materials can be cut by micro water jet, i.e. all metals, but also GFRP and CFRP, ceramics and glass, plastics and rubber.
From prototype to series
The “tool” of waterjet cutting is software. So changes are easy without having to scrap expensive mechanical tools. From the last prototype to the last series part, nothing has to change on the machine or tool side. Dimensional changes, at least upwards, are also no problem. The minimum web width sets the lower limits. Preliminary tests may be advisable here. Daetwyler offers cutting tests in which not only the feasibility is checked, but also the economic efficiency is calculated. Such a cutting test including cost calculation is usually completed in a few days.
Because the demand for this technology is growing strongly, Microwaterjet’s developers are in the process of developing a new model that will cover an even larger cutting area, guaranteeing the customer more independence and enabling double production runs in one clamping.
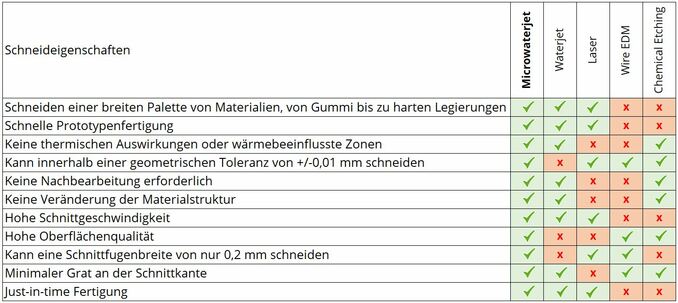
When is Microwaterjet the right solution?
➢ Machining of complex and filigree contours with an accuracy of ± 0.01 mm
➢ Films from 0.05 mm to thicker sheets
➢ Cutting materials that do not tolerate heat exposure
➢ Versatile production with a wide variety of materials
➢ Cutting of almost all technical materials, from rubber to hard alloys
➢ flexible production “from drawing” (CAD), quasi just-in-time production
➢ Fast and cost-effective production of prototypes
➢ High cutting accuracy
➢ High surface quality
➢ Optimum material utilization
➢ Low cutting forces
➢ narrow kerf
➢ Avoidance of postprocessing
 Web:
Web: