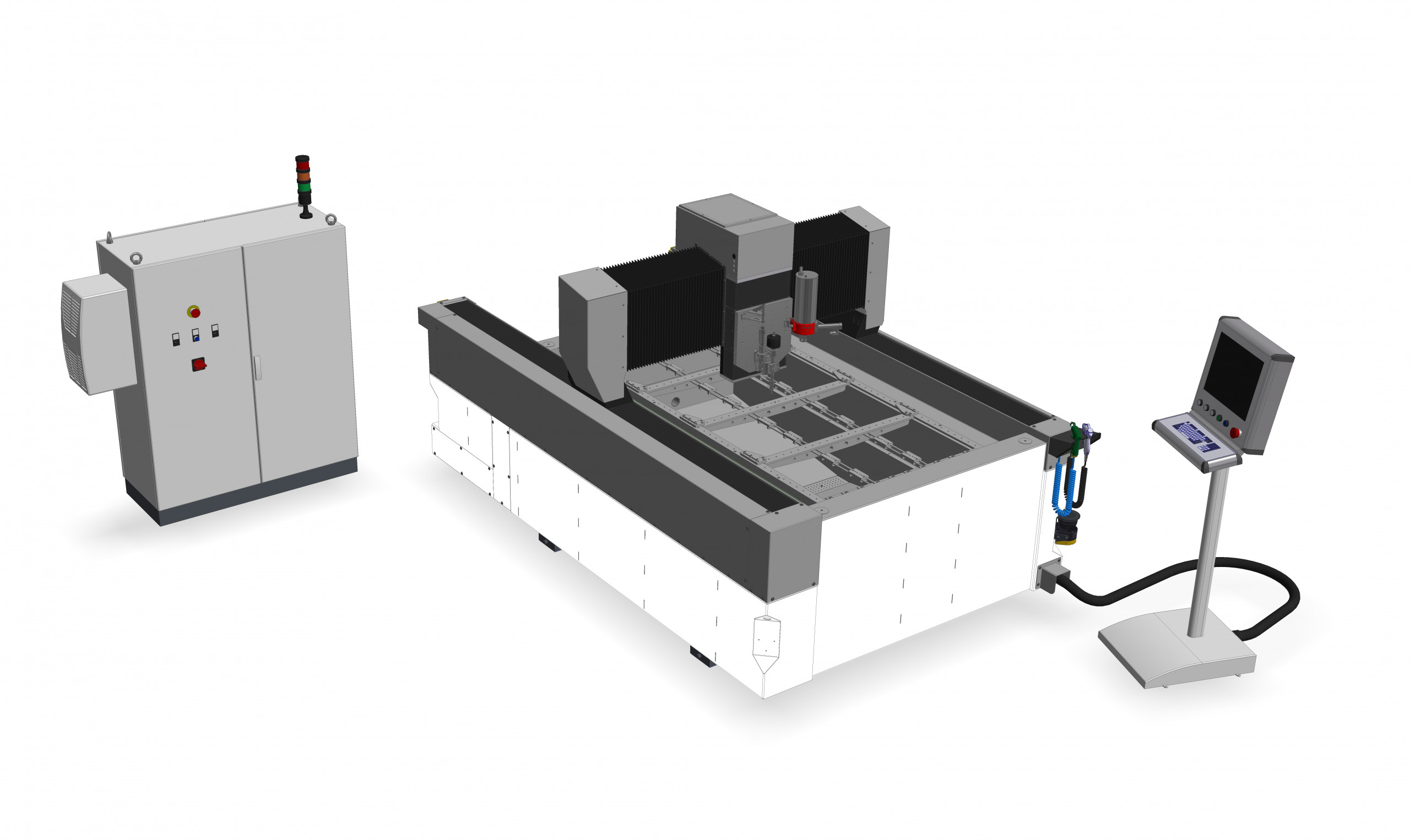
The market increasingly demands the highest precision and repeatability, even in larger quantities. Users seeking greater autonomy with precise, repeatable manufacturing will be pleased with the M5, Daetwyler expects.
Although Daetwyler’s M5 offers a sheet size of 2000 x 1000 mm, twice the working area of conventional fine waterjet systems, it can cut to within ±0.01 mm. Like its “little sister” F4, the M5 can maintain ±0.0025 mm positioning and repeatability accuracy and a surface roughness of N6. If you want to cut the cutting time in half, you can have the system equipped with a double cutting head.
Waterjet cutting is at home where a variety of materials need to be cut without heat input. This also applies to microwaterjet cutting.
Foils and sheets from 0.05 to about 5 mm thick can be cut with high precision without requiring post-treatment. Thicker materials may need slightly higher tolerances.
From prototype to series
The “tool” of waterjet cutting is software. Modifications are therefore easily possible without having to procure expensive mechanical tools. From the first prototypes to the last series part, nothing has to change on the machine or tool side. Dimensional changes are also no problem. The minimum web width sets the lower limits. Preliminary tests may be advisable here. Daetwyler offers cutting tests in which not only feasibility is checked, but also cost-effectiveness is calculated. Such a cutting test including cost calculation is usually completed in a few days.
When is Microwaterjet the right solution?
➢ Machining of complex and filigree contours with an accuracy of ±0.01 mm
➢ Films from 0.05 mm to thicker sheets
➢ Cutting materials that cannot tolerate heat exposure
➢ versatile production with a wide variety of materials
➢ Cutting of almost all technical materials, from rubber to hard alloys
➢ flexible production “from drawing” (CAD), quasi just-in-time production
➢ Fast and cost-effective production of prototypes
➢ High cutting accuracy
➢ High surface quality
➢ Optimum material utilization
➢ Low cutting forces
➢ narrow kerf
➢ Avoidance of postprocessing
Web:
www.daetwyler.com