Quality, capacity, availability and networkability were decisive criteria in the selection of the new blasting solution in which a Polish manufacturer of complex steel structures invested. As an essential part of the pretreatment of a new cathodic painting line, this must ensure optimum results in an interlinked workflow in three-shift operation. With the RHBD 17/32-K, the company opted for a continuous shot blast machine from Rösler, which impressed with its wear-reduced design and favourable operating costs.
The production of complex welded constructions including mechanical processing, laser and CNC cutting, bending as well as wet and powder painting is the profession of Stelweld Sp.o.o.. With this range of products, the company, which was founded in 1997, has established itself as a key supplier in various industries such as automotive, construction and agricultural machinery, crane and lifting equipment, renewable energy and rail transport.
Customers include Scania, Volvo, Bombardier and Cargotec. The construction of a new production hall in 2019 created space for the integration of a new, fully automated cathodic painting line (KTL) with 16 treatment stations and power & free conveyor system.
“In the course of this production expansion, we also wanted to automate the blasting process, which had previously been largely manual as a pre-treatment before painting, and integrate it into the painting line,” reports Danuta Dobrzynska, project manager at Stelweld.
Robust design and test results were convincing
In addition, high capacity, blast quality, plant availability and economic efficiency were at the top of the priority list. Of the total of five blast machine manufacturers involved in the selection process, Rösler came out on top with its RHBD 17/32-K continuous shot blast machine. “I already knew Rösler through a realized project at a previous employer. The company is not the cheapest supplier, but there are significant differences in the design and equipment of the plant.
In contrast to the design of other manufacturers, essential areas of the Rösler shot blast machine are made of very resistant material as standard, for example, the turbine throwing blades are made of forged tool steel”, Danuta Dobrzynska explains the decision. “The results of the blasting tests that we carried out with original parts were also decisive. In Rösler’s Customer Experience Center, we achieved the best results and thus obtained essential information for subsequent operation.”
Equipment ensures results, efficiency and availability
The overhead conveyor continuous blast machine RHBD 17/32-K enables the cleaning blasting of a very wide range of three-dimensional welded constructions with dimensions of up to 2,500 x 1,200 x 3,000 mm (L x W x H) and a maximum weight of 1,250 kg. During the automatic blasting process, which can take place in cycle times of between six and eight minutes, a surface quality of SA 2.5 must be achieved in all areas of the components, as well as roughness values defined by Stelweld on a product and customer-specific basis for optimum adhesion of the paint. For this purpose, the blast machine is equipped with 16 Gamma 400 G turbines with a drive power of 15 kW each.
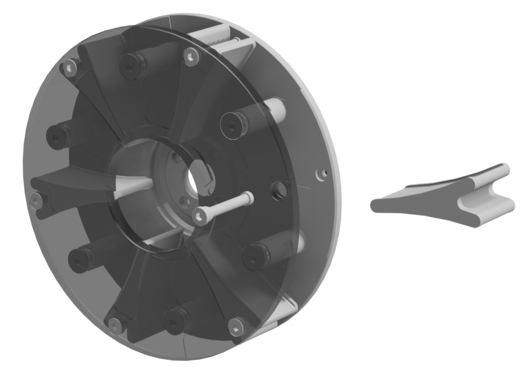
The high-performance turbines developed by Rösler have throwing blades in a Y-design. Compared to conventional turbines, the special design with calculated angle of curvature enables a very high ejection speed with lower energy consumption, resulting in up to 20 percent higher jet power. In addition, the throwing blades can be used from both sides, which allows at least twice the service life. The change can be done easily and with the turbine installed by means of a quick-change system. The position and angle of the turbines were determined by simulating the blasting process.
The targeted blasting pattern also contributes to efficient blasting. In order to adapt the abrasive throughput of up to 200 kg per minute to the specific part, Stelweld works with three blasting programs. By means of frequency converters, the speed of the turbines is controlled and thus the kinetic energy with which the abrasive hits the surface is adjusted.
For optimum wear protection and thus a long service life of the system, essential areas of the pre-chamber and after-chamber are made of six millimetre thick manganese steel and the blasting chamber of eight millimetre thick manganese steel. Furthermore, the blasting chamber is additionally equipped with gap-free, exchangeable plates made of the high-strength material. Robust rubber curtains in the pre and post chamber as well as a gap cover consisting of several rubber seals and brushes prevent blasting media from escaping from the system into the environment.
“Both the turbines and the design of the plant and the materials used ensure high plant availability and contribute to smooth, safe and energy-efficient operation,” notes the project manager.
Reproducible quality through fully automatic, interlinked operation
The welded components arrive at the blast machine on hangers of the Power & Free conveyor system, which are provided with a QR code for the selection of the blast program. After the hanger has entered the pre-chamber, the double doors close and the turbines, abrasive recirculation and filter start automatically.
The workpiece is then transported through the blasting chamber at a defined speed and blasted. In the process, the 16 blasting turbines ensure that the welded structures are blasted on all sides and that the blasting results are homogeneous and reproducible. During the blasting process, two impact separators placed between the system and the filter ensure that dust produced is extracted from the blasting chamber and that reusable abrasive remains in the system.
Adjacent to the after-chamber is an accessible area in which blasting media remaining in scooping geometries of the welded structures can be removed manually. An underlying screw conveyor transports the removed abrasive directly back to the processing unit, which consists of two cascade air classifiers. The workpieces then move directly on to the KTL.
“With the new blasting system, we achieve significantly better and more reproducible results in less time compared to manual blasting, and we can use our qualified personnel for more value-adding activities. Thanks to savings in energy consumption and other operating costs, the blasting process has also become significantly more economical,” reports Danuta Dobrzynska.
Web:
www.rosler.com