In the “Smart Press Shop”, Amepa recently commissioned two online measuring systems for determining roughness and oil film thickness on strip surfaces. They provide precise inline data on two parameters that have a decisive influence on the subsequent forming process. Integrated into Schuler’s Track & Trace system, they help to increase the proportion of iO blanks and avoid scrap.
The Smart Press Shop in Halle/Saale is a joint venture between Porsche and Schuler. It manufactures exterior skin parts for the automotive industry, for which a high level of quality is required. With a wide range of high-tech components, the Smart Press Shop is an innovative press store in which both partners have taken forming technology to a new level. It undoubtedly embodies the future of forming technology.

© Schuler
Track & Trace: The component becomes smart
A central element of production control and quality assurance is Schuler’s Track & Trace system. It links material and production data to each individual component and tracks each blank from the unrolling coil meter in the laser blanking line to the formed component after the press line.
A laser marker provides each board with an individual ID on the fly, which can be identified at any time in all product stages. All important information on each component is stored in a database, so that it is possible to trace at any time which coil the processed component came from and what properties it has.
Track & Trace has direct access to the plant control system and stores the process parameters from the first instance. The transparency this creates means that production errors can be predicted even before they occur. It thus makes a decisive contribution to minimizing scrap and guaranteeing high product quality.
The farewell to “trial and error
Two parameters that have a significant influence on quality are the oil layer and the roughness of the delivered coils. Both influence the coefficient of friction between the material and the die in the drawing process – for example, how the blank slides around the forming edges. The aim of the project “Measurement of roughness and oil layer” was to react immediately to changes in the properties of the incoming strip material. By assigning the data to the individual blanks, it should be possible to predict how they will behave in the forming process in order to adjust the process in the press line accordingly, for example by adjusting the oiler at the press line infeed. If irregularities, for example dry streaks, are detected at the inlet of the blanking line, spot re-oiling can be carried out in the front area of the press line. Therefore, it was decided to integrate an inline measurement of strip thickness, surface roughness and oil layer at the inlet of the laser blanking line.
The measurement makes it possible to set the parameters of the press so that only “iO parts” are produced. Whereas up to now, the operation of the equipment in terms of roughness and oil deposit depended on “trial and error” and the competence of the respective press operator, Track & Trace enables the application of Data Science for much more precise, objective and repeatable decisions. This not only avoids scrap, but also represents a massive cost-cutting factor. The CO2 footprint is also directly influenced by a reduced scrap content.

© Schuler
Two parameters in one system
The cooperation between Schuler and Amepa has existed for many years. Both companies have successfully completed many projects together. Among other things, Schuler generally prepares new blanking lines at the request of customers so that the measuring systems can also be integrated at a later date.
For the measurement of roughness and oil layer, Amepa offered a tribological combination measuring system, which is unique in the world. It is suitable for both aluminum and steel. When making the purchase decision, it was not only important to ensure the high measuring accuracy of each individual system, but also to select a manufacturer who offered both measuring systems from a single source and who was able to implement both the mechanical and the electrical and data interfaces according to Schuler’s specifications for integration into the existing line. In November 2020, the joint venture placed the order with Schuler.
The inline measurement of roughness with the SRM system is based on the laser light section method, a two-dimensional laser triangulation patented by the Center for Metallurgical Research (CRM Centre de Recherches Métallurgiques, Liège) for online roughness measurement and industrially implemented by Amepa GmbH. In this non-contact measuring method, an extremely fine laser line is projected onto the surface of the strip at a defined angle. An integrated, microscopic-resolution camera captures an image of this line. The surface profile is determined from their contour using image processing algorithms. The measurements are combined to meet the requirements of DIN EN ISO 10049. For example, the roughness sensor measures across the rolling direction, which is particularly important for aluminum. In addition to the roughness value Ra, RPc, Rz and other statistical values can also be calculated.
The classic method of measuring oil buildup on a belt is gravimetric off-line analysis in a laboratory. However, this point-by-point offline measurement of a few samples cannot reflect the amount and distribution of lubricants over the entire surface of a coil or blank. As a result, oiling problems are often not detected at all or only too late.
Amepa’s OFM system, on the other hand, measures inline. An infrared beam is projected onto the surface and the reflection and absorption are measured. From the comparison with calibration data previously created in the laboratory on high-precision measuring scales for each surface and lubricant, the system calculates the oil coating in g/m2. Calibration is performed for the materials – for example, for steel or aluminum – as well as for various textures and types of lubricants, whether dry lubricants or liquid oils.
The project
For the integration of the measuring technology, one and a half meters of space in the direction of strip travel was available at the outlet of the straightening machine in the laser blanking line. Since the sensor of the roughness measurement system is significantly more compact than comparable systems, the available installation space was sufficient. Both systems can traverse over the coil and thus cover the entire width of the strip.
Installation and commissioning in August 2021 went smoothly, and the metering systems were put into operation in October 2021. Schuler already granted acceptance at the end of November 2021.
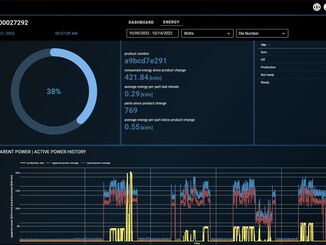
All measurement data is transmitted via a data interface to the Track & Trace system, which assigns it to the individual boards. An interpolation algorithm developed by Schuler ensures a seamless measurement profile. All measuring systems are fully integrated into the plant control system and visualization, which contributes to high operator friendliness: Plant operators can see all measurement data at a glance.

© Amepa
Information immediately
For each new coil, material data and lubricant information are transmitted from the track & trace system to Amepa’s systems via an interface. These then read in the associated calibration data from a database.
When measured values are out of tolerance, the system immediately displays warnings based on the preset thresholds, allowing operators to take immediate countermeasures.
If the system detects serious quality defects in a coil, it can be rejected unprocessed and returned to the suppliers. Similarly, individual strip sections that do not meet specifications can be identified and excluded from further processing.
However, the most important aspect is to design the forming process in such a way that iO parts are created from blanks that would become niO parts if the process were not adjusted, by setting the parameters of the press line in such a way that the forming process achieves the desired result. For example, an insufficiently oiled sheet, where the forming process would fail, can become a perfect part by re-oiling. This not only avoids scrap, but increases the proportion of iO parts … an effect that massively saves costs and increases revenues.
The future
Assigning the measured values to each individual blank is also helpful in optimizing the entire process: If, for example, it is recognized that the targeted quality is not being achieved for certain combinations of roughness and oil coating as well as other parameters, readjustments can be made by changing processes.
If it turns out that, contrary to previous experience, certain combinations of input parameters do lead to good results, it is possible to extend the process window: based on a better understanding of the processes, it may be possible to lower the requirements for the delivered strips for some components.
In addition, inline measurement data provides the first opportunity to understand why defects occur in the first place. Until now, this was only possible to a limited extent. Previously, when quality defects were noticed on finished components after welding in the body shop or paint shop, for example, they could no longer be linked to the measurement data of the unprocessed strip material because the assignment to the coil did not exist.
Thanks to the track & trace system, all process and material parameters can also be passed on component-specifically to downstream production stages beyond the plant boundary so that they can be used there.
Facts & Figures
Amepa GmbH has been developing and implementing innovative metrological system solutions for electromagnetic and thermographic slag detection, non-contact online roughness measurement and oil layer control in close cooperation with the steel, aluminum and automotive industries since 1984. The systems meet the highest quality standards along the entire process chain for the production and processing of metals, from the production of high-purity functional steels to forming tribology for the rolling and pressing processes in the manufacture of automobiles.
With over 440 systems now installed in 34 countries, Amepa’s systems have become a global standard with quality and engineering – Made in Germany.
With more than 60 employees in Würselen, offices in the United States and China, and a global sales and service network, Amepa ensures competent, comprehensive advice and fast service.
Web:
www.amepa.de