With a laser sensor system, nokra replaces manual offline measurement of the edge waves of non-grain-oriented strip with optical inline measurement at thyssenkrupp Steel’s Bochum NO plant. It makes it possible to measure the waviness over the entire length of the coils even during the strip run.
At its Bochum site thyssenkrupp produces NO non-grain-oriented electrical steel with thicknesses between 0.2 and 1.0 mm and operates three continuous annealing furnaces where the mechanical and magnetic properties are adjusted.
The ripple is determined and documented after the final heat treatment in accordance with the EN 10251 standard. It must be measured without tape tension.
Until now, measurement on the DO 6 continuous furnace involved a great deal of manual work: Sample sheets were cut at the beginning and end of the strip and placed on a measuring table. There, the wave height was determined with a wedge, as specified in the standard, and the wavelength was measured.

© thyssenkrupp
The goal: information immediately
The aim of the “inline edge wave measurement” project was to reduce the time-consuming offline control or even to replace it completely. In addition, the aim was to stop measuring only at the beginning and end of the strip in order to obtain more information on the development of the edge waves along the entire length of the strip, which is used, among other things, to optimize cold rolling and slitting. In addition, a system should be installed that meets the criteria for measurement capability.
In addition to the steady-state measurement in tension-free condition, it was planned to record the development of the edge waves over the length of the entire coil in transit – i.e. under strip tension.
An optical waviness measurement system for stationary measurement is in operation at continuous furnace 4. However, nokra’s laser light-section technology makes it possible to measure even during the run. For this reason, the decision was made in favor of a product from nokra.
The project: Inline replaces offline
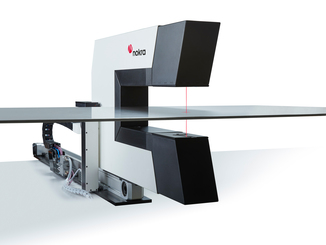
In January 2022, nokra installed its alpha.fi compact system at the outlet of the continuous furnace in front of the cut-to-length shear. The measuring gantry, which travels over a length of around 1 m during stationary measurement, contains two laser sensors, each of which covers an edge area of 480 mm. It is prepared for a third sensor so that measurements can also be taken in the middle of the strip if required.
The system can work in two measurement modes: In steady-state measurement, it maps the standard offline measurement. A new feature is inline measurement in continuous operation under belt tension.
Measuring mode 1:
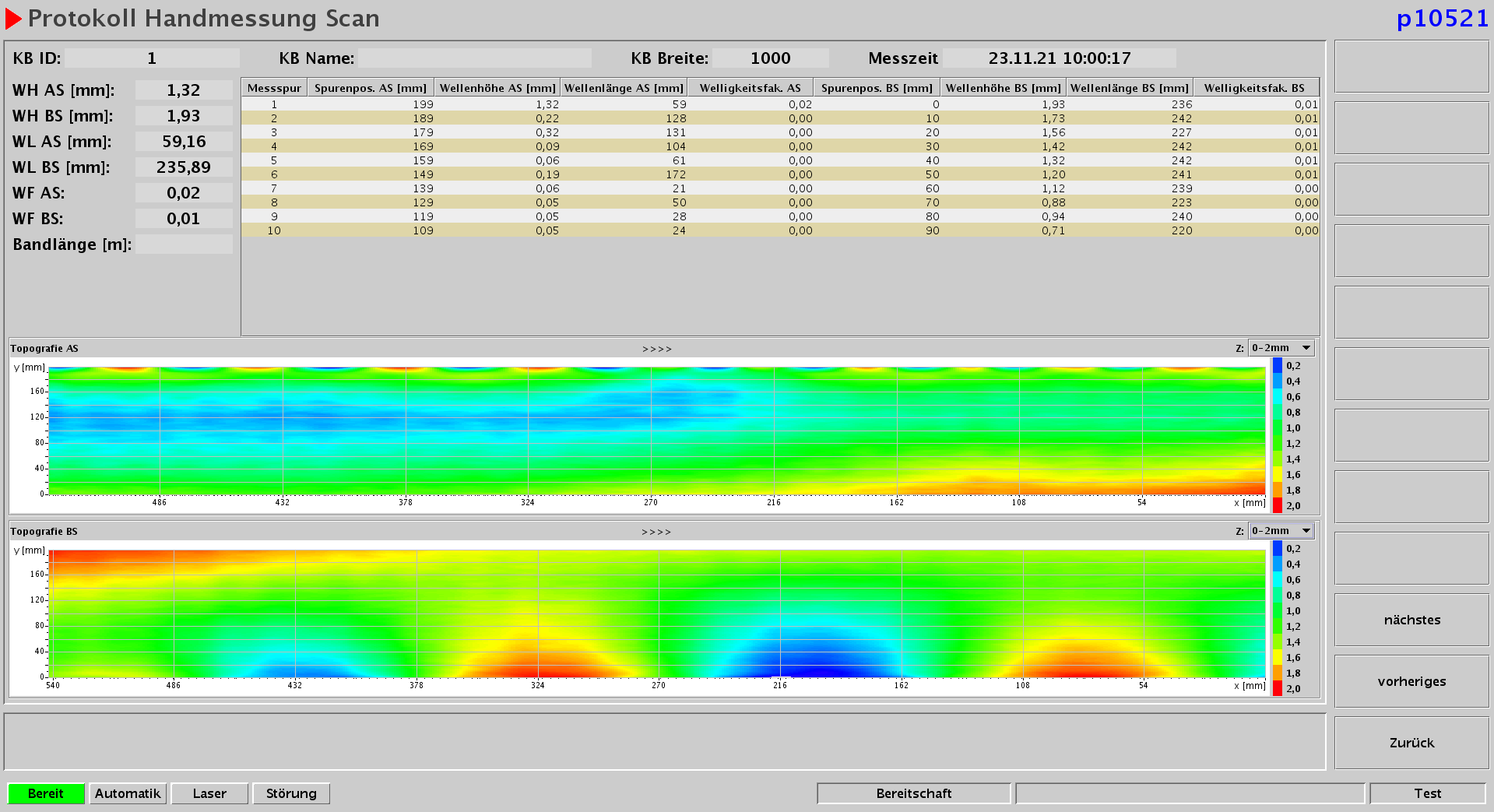
For the stationary measurement, the belt is stopped and – as required by the standard – lies tension-free on the integrated measuring table. As soon as the belt has come to a standstill, the gantry moves over the belt section, which is about 1.5 m long, and scans the height profile. At the same time, it records the course of the band edge. The scan duration is 15 seconds, including braking and acceleration, the entire measurement process takes about 30 seconds. During this time, the strip coming out of the furnace enters the existing loop accumulator. Typically, measurements are taken once at the beginning, once in the middle, and once at the end of each coil.
Measuring mode 2:
© nokra
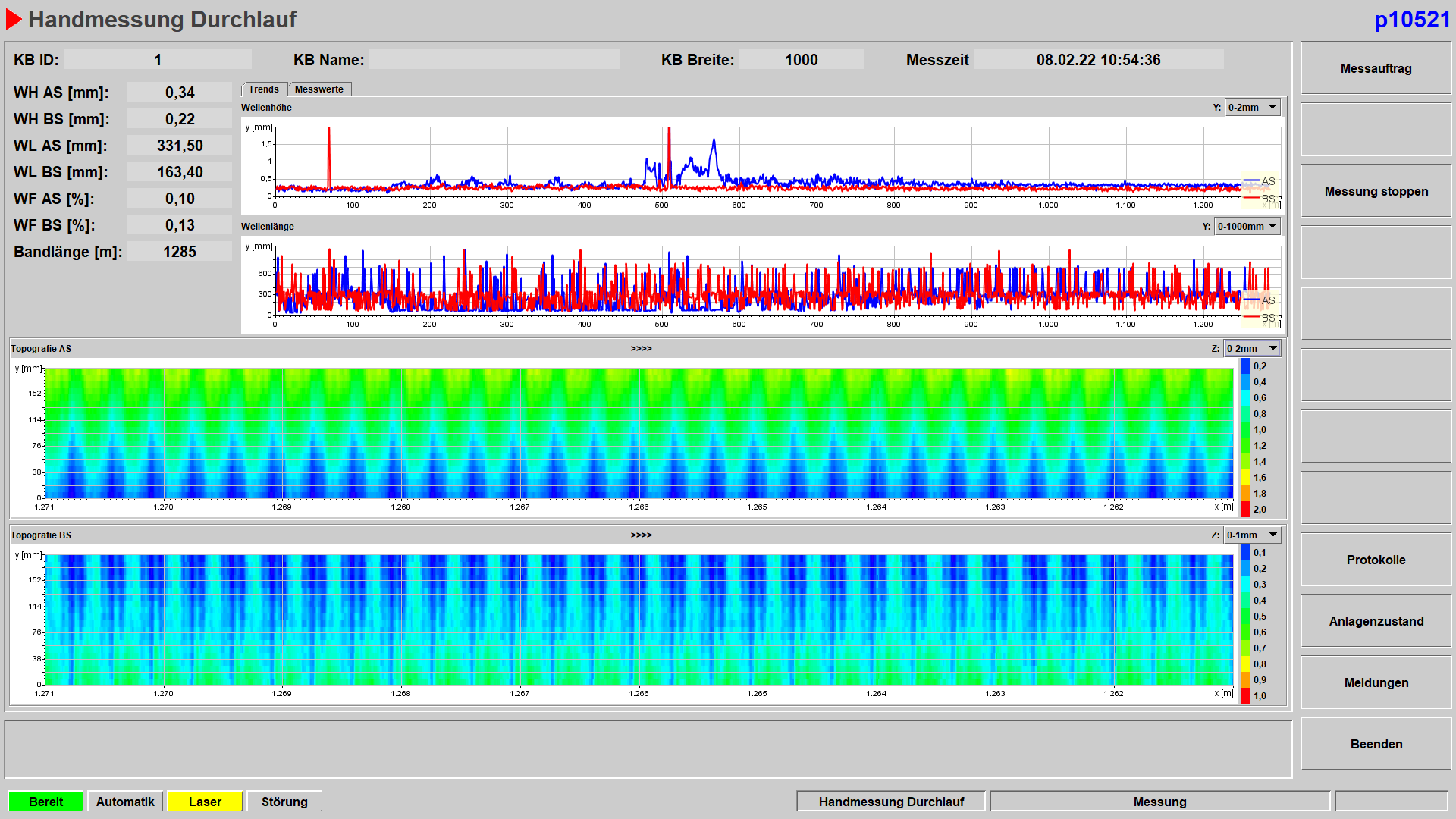
In the pass, the belt is guided over two rollers without touching the table. Then the system detects the belt passing under the gantry and under tension from a fixed position.
The result: An image of the entire coil
The plant achieved the promised properties right away. Proof of the measuring equipment capability according to procedure 1 (accuracy and repeatability) and procedure 3 (repeatability and reproducibility of automated measuring systems) was provided. The plant has been in continuous production operation since its commissioning in February 2022. It completely replaces the manual measurement, the measurement results are used for the release of the coils. They are also used in downstream processes, for example to optimize slitting for narrow strip.
Compared with manual offline measurement, the new system offers the great advantage that not only at the start and at the
© nokra
end of the coil can be measured, but several times per coil and without having to cut test panels. This produces a much more realistic image of the coil than before, which is also permanently documented in digital form. Should customers notice other waviness over the length of the strip, a significantly improved database can now be accessed.
Maintenance of the system is limited to cleaning the optical windows and checking the calibration with a measuring standard, both at intervals of several months. In addition to the measuring technology, the significantly improved occupational safety is also a key aspect: The sharp-edged test panels no longer have to be handled manually. The data from the in-pass measurement is evaluated to determine how it correlates with the steady-state measurement results. This makes it possible to infer the waviness in the tensionless condition over the entire length of each coil and to further optimize the cold rolling process.
Info box – The laser light-sectioning process in detail
The basis of the measurement process is the laser light section method. The factory-calibrated alpha.VR light-section sensors from nokra are integrated in a gantry above the material to be measured and each projects a laser line onto an edge area of the strip. As the gantry moves along the measuring line, the cameras of the sensors mounted at an angle capture this line. The height information, from which the amplitude of the waves is calculated, is derived from the angle at which the cameras “see” the lines on the sheet. The length information is derived from the respective position of the portal, resulting in a complete elevation profile. The profile of the strip as well as the results of the evaluation of the wavenumber are graphically displayed on the operator monitor immediately after the measuring process.
About nokra
nokra Optische Prüftechnik und Automation GmbH is an internationally operating company that offers high-quality measuring and inspection systems for use in manufacturing. The systems record and inspect geometric features such as length, width, thickness, flatness, profile, shape and position.
The laser sensors and automated test equipment required for this purpose are developed and produced by nokra itself. In this way, a standard system can be quickly optimized for the respective application. nokra has extensive expertise in dealing with metrological issues in the steel, aluminum, automotive supply industries, plant engineering and the processing of vehicle windows.
Web
www.nokra.de