

Free-form bending allows different geometries to be bent from round tubes and various profile cross-sections. The biggest advantage of the process is the seamless joining of different radii without changing tools and bending actual splines. Accordingly, the process is suitable for a wide variety of applications, such as the automotive industry, aircraft industry or chemical industry.
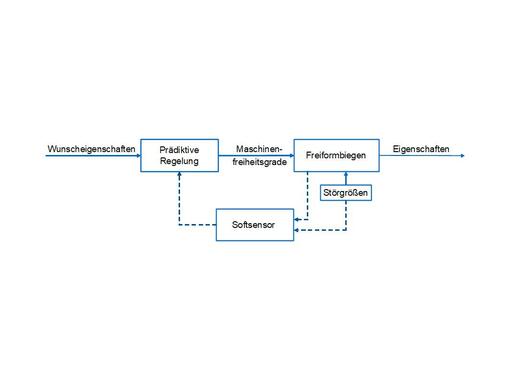
Due to the kinematic shaping, deviations in the geometric tolerances and mechanical properties of the base material have a major influence on the bending result. In order to be able to react to these disturbance variables, a property-based control structure for free-form bending is required. The main objective of the UTG research project is the development and industrial implementation of this scheme. The aim is to specifically influence the mechanical properties while decoupling them from those of the geometry.
© utg
Solution approach
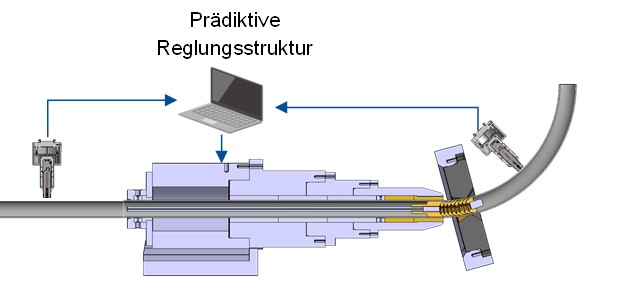
The central, innovative idea for this is a predictive control structure that reacts to fluctuations in the semi-finished product and in the process via suitable plant kinematics. For this purpose, the existing free-form bending line will be extended in its process degrees of freedom and by the addition of sensors. This system enables both process and quality monitoring before and after bending, as well as the control of mechanical properties.
Results
Several scientific publications have already demonstrated the basic controllability of free-form bending. The most important component here is the introduction of non-tangential bending. In non-tangential bending, the bending head is brought into a non-tangential position in relation to the bending radius by means of adapted kinematics. This allows the mechanical properties to be influenced decoupled from the geometry. In addition, sensors have been integrated into the system whose measurement signals can be correlated to various mechanical properties (hardness, strength, residual stresses). These results are used in the control system to make the plant kinematics react to the changes during the bending process. With this control loop, the influences of batch fluctuations during bending can be reduced and thus also the scrap reduced. Another advantage of the method is that components can already be bent with the desired properties and thus optimized for downstream processes or specific areas of application. The basic principle of the control structure can also be transferred to the component geometry with a suitable measurement principle.
© utg
Summary
The basic building blocks for successful control based on local component properties are set. By the end of the year, the control loop will be actively implemented on the free-form bending line. This represents a paradigm shift in the design of the free-form bending process.
This project is funded by the DFG as part of DFG SPP 2183 under Gepris number 424334318.
Web:
www.mec.ed.tum.de