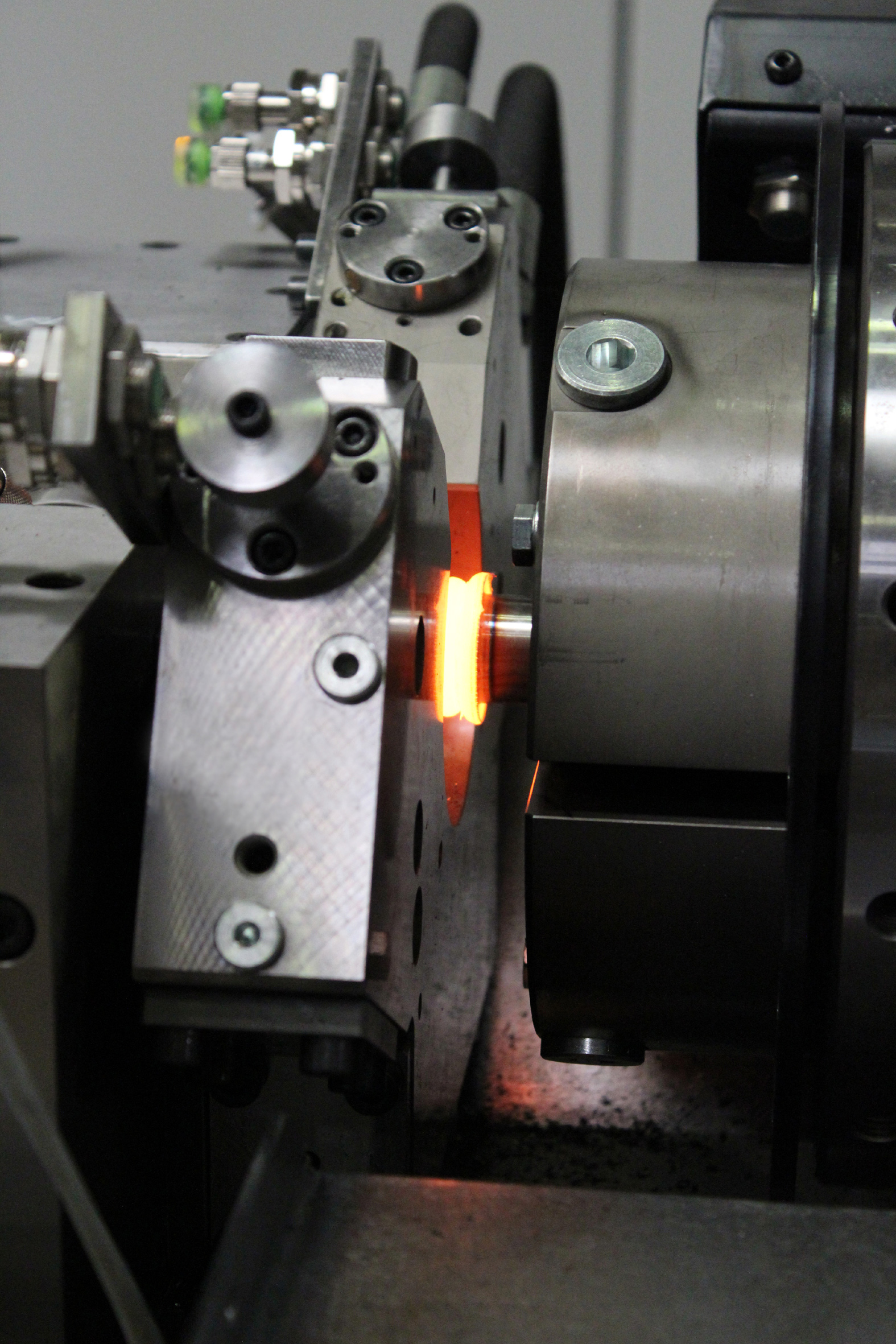
Friction welding is one of the safest joining processes. It connects components quickly, safely and economically. Friction welding machines from Raiser not only provide high weld seam quality, short cycle times and high process reliability, but also work precisely and energy-efficiently.
© Klaus Raiser GmbH & Co KG
For 50 years, Klaus Raiser GmbH & Co. KG has specialized in friction welding and has become a leading company in this field. The fascination for this technology began in 1973 when the founder, Klaus Raiser, discovered it at a trade fair. What immediately excited him was the possibility of joining two workpieces made of different materials using only friction and pressure – without any additional energy. This unique method inspired Raiser to not only engage in contract friction welding, but also to design and build its own friction welding machines.
Sophisticated friction welding machine concept
Raiser has incorporated decades of experience with the process in contract friction welding into the development and construction of friction welding machines. The project management for this is located at the site in Magdeburg. There, experienced engineers develop and design the machines and also the clamping devices for workpieces. Finally, they are built at the company’s headquarters in Eberdingen. This expansion of competencies makes Raiser a full-service provider for friction welding – from process development, through contract manufacturing in small and large series, to the finished machine.
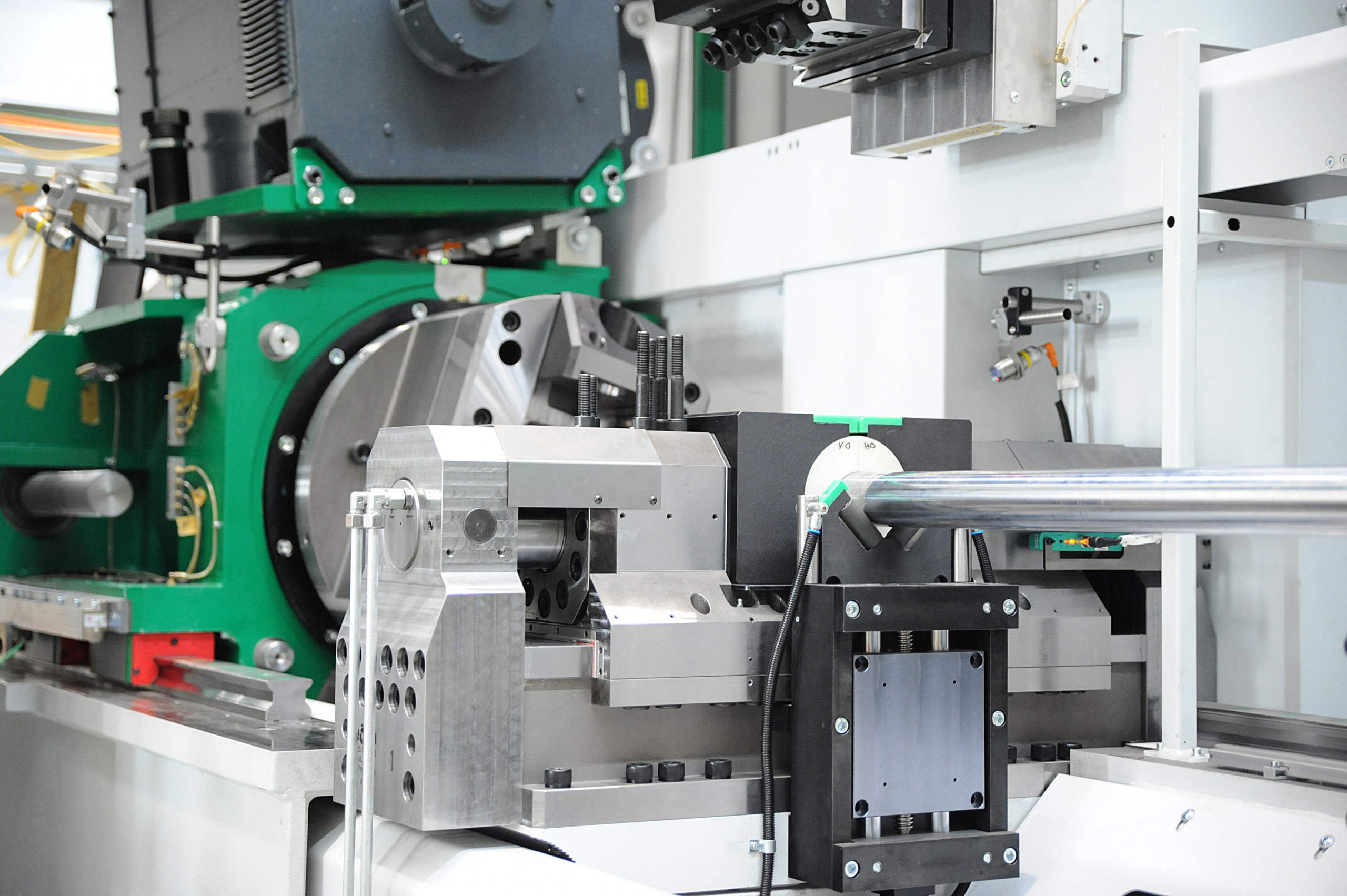
“The special feature of our friction welding machines is the movement in the axial direction: unlike most other friction welding machines on the market, the rotor – i.e. the workpiece brought into rotation – moves and the stator is stationary,” explains Christian Mann, sales engineer at Raiser. “For this purpose, we also use a servo-electric drive for the feed and not a hydraulic one like some market competitors. The ball screw with a feed motor including belt or with direct drive moves the work spindle with the component towards the stationary component clamped in the stator. Telescopic plates protect the ball screw guides from scale during friction welding and from chips during bead turning. This machine concept brings numerous advantages.”

© Klaus Raiser GmbH & Co KG
Save energy with servo-electrics
The servo-electric drive ensures better energy efficiency. Why? In the case of a hydraulic feed, the hydraulics must run continuously to keep oil in the circuit at all times – even when the machine is not working. This is different with Raiser. A frequency-controlled hydraulic system is used on Raiser friction welding machines only for clamping the components in the machine when a higher clamping force is required. For smaller machines, Raiser dispenses with hydraulics altogether and uses mechanical actuators (for example springs), servo-electrically actuated or pneumatically actuated clamping devices, depending on the clamping force required. The hydraulic units are therefore correspondingly small and only run when required. Otherwise, the hydraulics are switched off. This reduces the energy consumption of the friction welding machine to a minimum and thus also the ecological “footprint”. Another plus: noise emissions are also kept to a minimum.
© Klaus Raiser GmbH & Co KG
The spindle body is also coupled with a force sensor system. This measures the force acting on the work spindle with the workpiece – directly and without detours. In the case of a feed via a hydraulically moved piston, the force is calculated via pressure per area. The user can therefore not determine and precisely set the force acting on the component without exact surface measurements. “With our machines, this effort is unnecessary. No matter how big the machine is (500 kN or 1,000 kN), the user always enters the force to be applied to the component. As a result, any component can be welded on a Raiser friction welding machine – and it’s completely uncomplicated,” says Christian Mann.
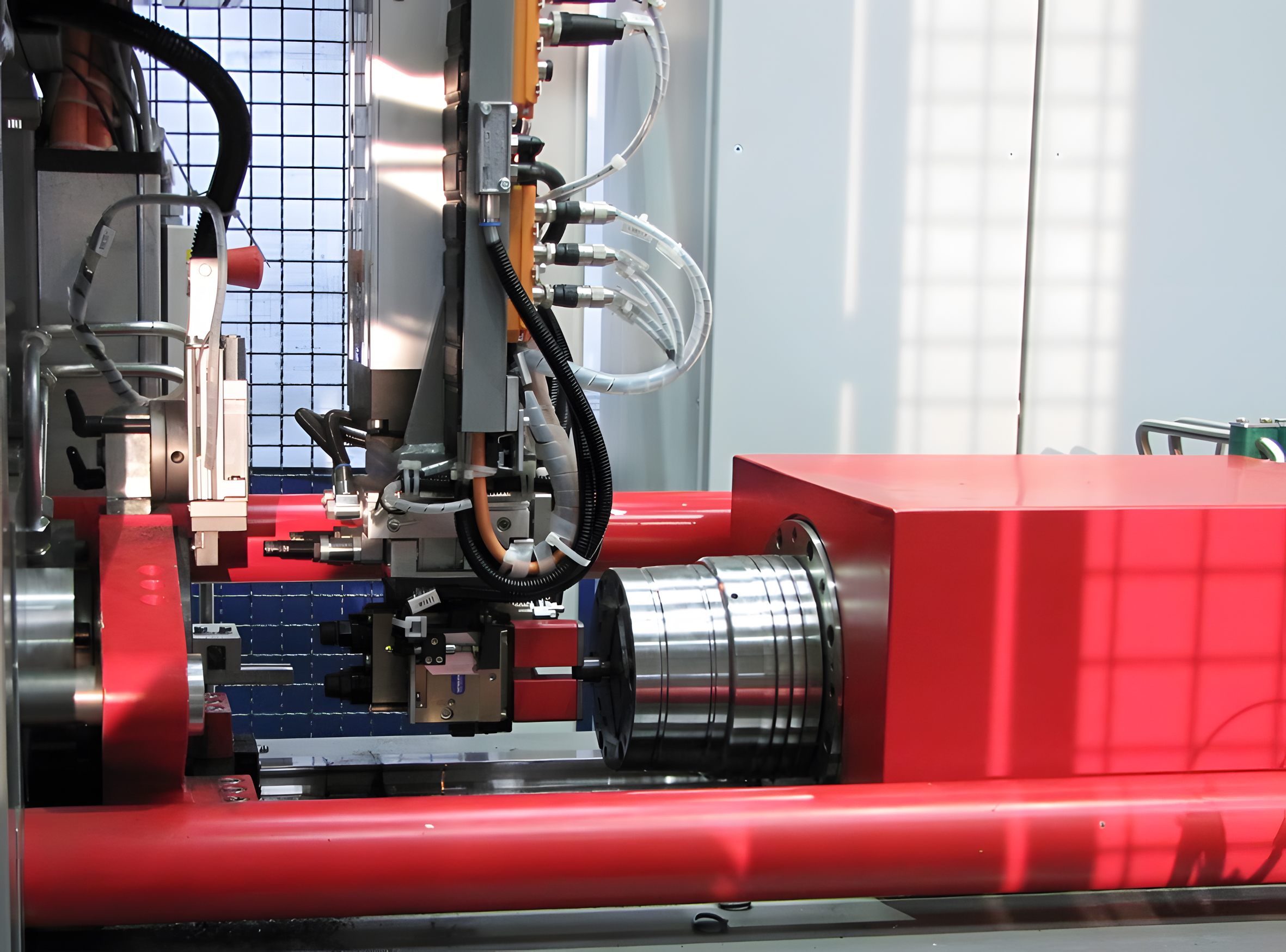
The rotational movement to generate the frictional heat in the welding process is realized via a direct drive by means of a frequency-controlled built-in motor on the spindle shaft. Thanks to the servo-electric built-in motor, the spindle can be brought to a stop immediately and at an exact angle of rotation. This results in an angular positioning accuracy of theoretically at least 0.1° – depending on the mass to be decelerated.
Christian Mann: “Thanks to regenerative braking of the spindle, energy can also be recovered and fed into the grid. This allows the voltage peaks that occur during friction welding to be flattened, and overall energy consumption is reduced.”
Thanks to the compact design, the friction welding machines not only require little floor space, but they also have an advantage in terms of concentricity: because only small, lightweight parts have to be moved in a small space, there is no imbalance. A glass scale (absolute encoder) also ensures the exact length position during friction welding.
Individual configuration is standard
Raiser realizes different types of machines with an upsetting force between 1 and 2,000 kN. The experts can implement vertical and horizontal friction welding machines with flat bed or inclined bed, with or without enclosure. If you want to machine a component such as a cardan shaft from two sides at the same time and halve the cycle time, you can get a double-head machine instead of a single-head version with one spindle. Raiser offers the friction welding machines in various configuration levels: The machine concept allows the user to choose between a stand-alone machine with manual loading, a closed production cell with various automation solutions or a system that is fully integrated into the fully automated workflow.
Raiser friction welding machines are equipped with a large swiveling 21.5″ multi-touch panel as standard. With the integration of service and operating instructions, all manual functions, USB and Ethernet interfaces as well as a customer-specific selection of hard keys, a high degree of flexibility and design freedom is provided for the development of innovative operating concepts. The basic equipment also includes a Siemens control system, which brings a familiar programming and operating layout for the user. Each machine is equipped with Safety Integrated and is delivered with CE conformity.
“Furthermore, numerous additional options can be integrated into our friction welding machines: This ranges from turning and milling processes or shear modules for removing the bead as well as turrets with up to four driven tools to tool breakage control, workpiece lifters and manipulator handling for loading the machine to traceability, air system control, component interrogation and redundant measuring systems & signal processing as well as much more. We are completely open to our customers’ wishes and requirements,” adds Christian Mann.
Adjusted workpiece clamping included
Very complex and sometimes sensitive components often have to be clamped on the stator side. For this reason, Raiser can also provide users with the development and design of a component-matched workpiece clamping system on request. This ensures that the components are not damaged in any way during the process and that productivity is safeguarded. A wide variety of complex and less complex devices can be mounted on the stator side as required.
Web:
www.raiser.de