Whether it’s a truck axle or a transmission shaft, joining complex components made of different materials is time-consuming and often does not provide the desired quality. For Klaus Raiser GmbH & Co. KG, however, it’s easy, because the company from Eberdingen (Hochdorf) in Baden-Württemberg specializes in friction welding and the construction of friction welding machines, among other things.
Complex workpieces are often manufactured by primary forming, forming or machining processes. Due to several processing steps, this is a large, cost-intensive effort including long cycle times. In addition, mechanical processing of components from the solid results in a high loss of material.
What many in industrial production are not aware of is that friction welding is one of the most cost-effective alternatives for the manufacture of many components, some of them complex, and has even more to offer. Users in various industries can benefit from this, for example in medical technology – for example in the production of hip joint prostheses -, the automotive industry, and in mechanical engineering or steel construction.
© Klaus Raiser GmbH & Co KG
Pioneer in friction welding
Founder Klaus Raiser recognized the potential in the early 1970s and set himself the goal of making the many possibilities offered by this technology available for industrial use. And with that, he was on the right track: after decades of research and development, gathering a wealth of experience and building up large production capacities, Klaus Raiser GmbH & Co. KG is now one of the largest contract friction welding companies in Germany. In addition, the experts also develop and build precise and energy-efficient friction welding machines – from stand-alone machines to automated production cells tailored to specific requirements.
From very large to very small: Raiser has an extensive range of machines for contract friction welding. The largest friction welding machine, for example, has a maximum upsetting force of 1,250 kN and can realize component lengths of up to 6 m on the upright side. The comprehensive services range from development of the joining zone geometry and production of the welded structures to the assumption of all necessary preparatory and finishing work and the manufacture of ready-to-install components to classic mechanical engineering – all from a single source. Companies that have neither the relevant know-how nor a suitable machine for this technology are in exactly the right place with Raiser. Thanks to state-of-the-art testing and monitoring methods, the highest quality standards are met.
Dr. Elmar Raiser, Managing Director of Klaus Raiser GmbH & Co. KG, explains the company’s core competence: “In friction welding, the key to success is simply a combination of friction and pressure. This means that no additional energy, for example in the form of electricity, needs to be supplied. The frictional movement is sufficient. Highly productive rotary friction welding in particular, a special type of friction welding, is profitable for many reasons.”
© Klaus Raiser GmbH & Co KG
Create connections quickly and easily
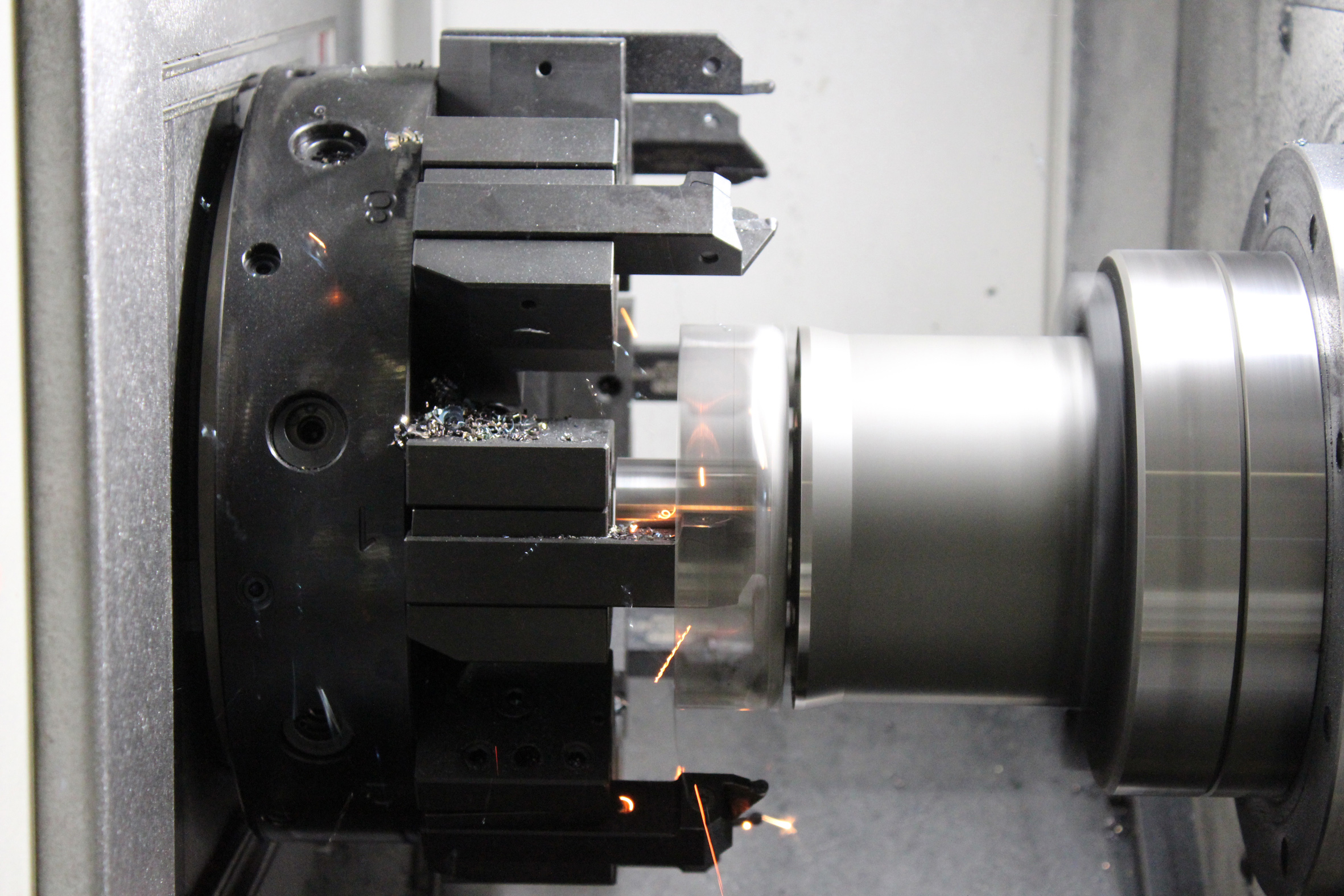
In contrast to other joining processes, workpieces are thus joined only by friction against each other and pressing pressure. In order to firmly join two parts of the same or even different materials, one must be stationary and the second must be set in motion. In rotation friction welding, one of the parts to be joined must have a rotationally symmetrical plane of rotation. In addition, speed and acting force must be defined beforehand.
As soon as the two parts touch each other under these conditions, superficial roughness initially disappears. This leads to an increase in the contact area. As an energy supplier, the frictional movement then provides increasing heat in the contact zone. Dr. Elmar Raiser: “The more intense the friction is, the higher the temperature rises. This creates micro friction welds, small bridges between the two materials, so to speak, so that an exchange of the two materials can take place. The temperature is high enough to bond the two materials together – despite their different melting points. Although it does not go beyond the molten phase, the intense contact causes the materials to ‘fuse’. This is precisely what makes it possible to weld dissimilar materials such as copper to steel or aluminum to steel.”
When a sufficiently strong contact zone and the material bead typical of the process have formed around the welding surface, the rotary motion can be stopped. The pressure between the components is then increased until they have completely bonded together. This gives you a secure and strong connection.

© Klaus Raiser GmbH & Co KG
Cost-effective production in larger quantities
In particular, the technological advantages that friction welding brings encourage many companies to turn to Raiser. Dr. Elmar Raiser: “Users who have their components manufactured with the help of friction welding quickly notice how economical this is in their production: Instead of milling a desired geometry from the solid with a large loss of material, for example, it takes less effort and is also much less expensive to join two finished components by friction welding. This is particularly worthwhile for semi-finished products.”
Friction welding is a highly reproducible process that makes it easy to maintain high quality standards. Structured workflows and short process times also make it easy to produce components in larger quantities. One example is the production of piston rods: Previously, the blanks were manufactured in a complex process from forging blanks and then turned, ground and individually chrome-plated. Friction welding uses already chromium-plated bar stock that is cut to the required length. The end that is not to be welded is finished so that the header or eye is welded to the bar.
In addition to the short cycle times, it is no less the simple process monitoring that is responsible for the high productivity of this process: the necessary values such as pressure, time and speed can be easily checked and controlled by the user. Another positive side effect is also that the friction-welded components do not require, for example, subsequent turning or costly post-treatment with heat. This additionally reduces process times to a minimum.
Stable end product with high quality
The friction welding process can be used to produce high-quality and, above all, strong welded structures that are also characterized by high joint accuracy. “The homogeneous, extremely stable connection of the two workpieces is even stronger than the two base materials due to the full welding. We have already been able to convince many customers of the high quality,” says Dr. Elmar Raiser. “Plus, there’s virtually no scrap with friction welding!”
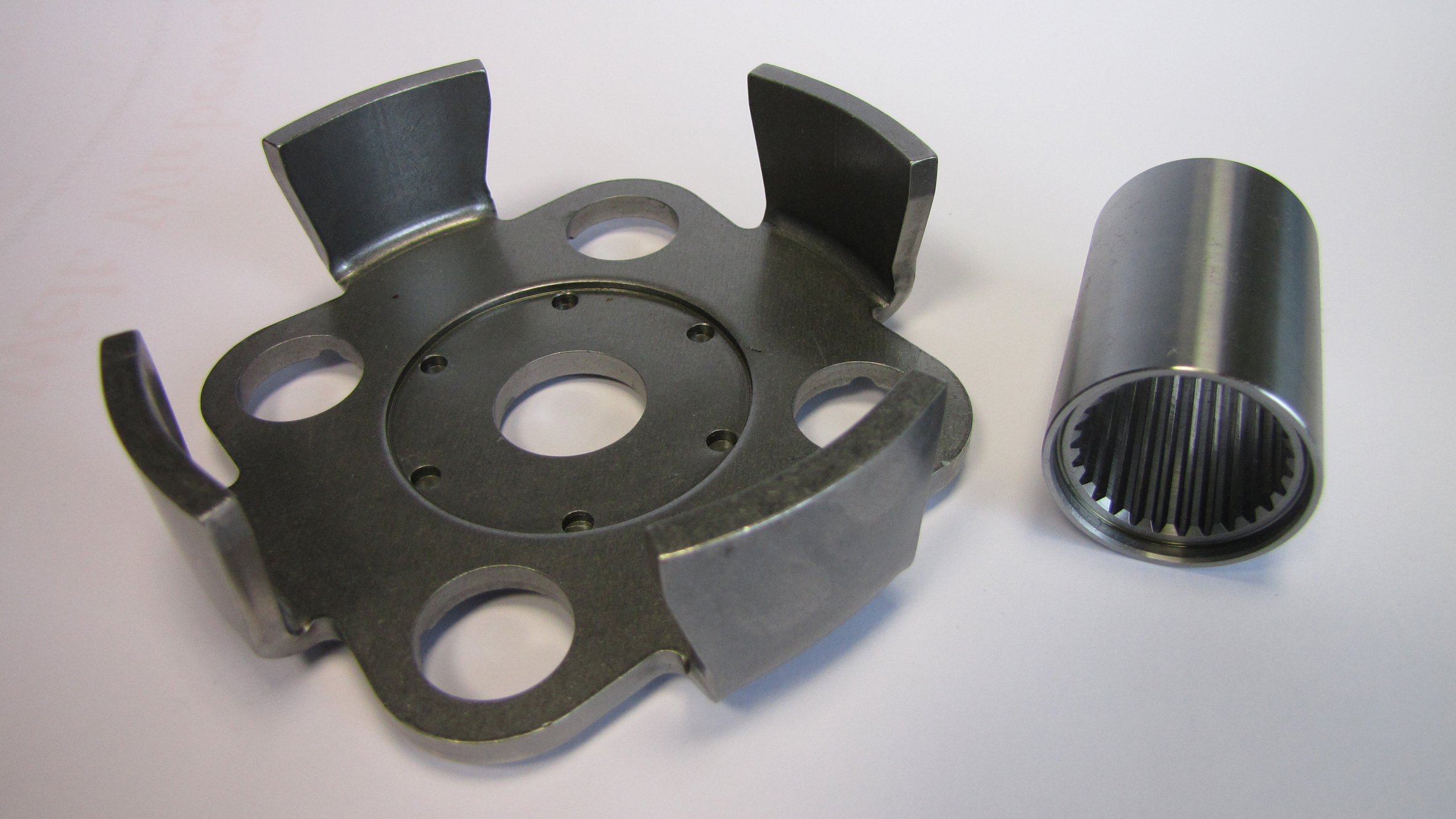
For many industries, friction welding is a worthwhile joining technique, as the same and also different materials can be joined together in different dimensions. This enables users to realize a wide range of combination options as well as different, even complex geometries that would be very difficult to produce by machining or casting.
“To achieve such a high level of manufacturing reliability within a few seconds using only friction and pressure – that represents enormous productivity, especially for modern mass production,” says Dr. Elmar Raiser. “I am sure that the possibilities of friction welding are far from exhausted!”