

Beim Laserschneiden bestimmt die Wahl des Schneidgases Qualität, Geschwindigkeit und Wirtschaftlichkeit. Besonders bei dicken Stahlblechen zeigt sich: Schon kleine Abweichungen in den Einstellungen führen zu Grat, Verfärbungen oder Verzug. Das beeinträchtigt Optik, Funktion, Nacharbeit – und im Extremfall die Sicherheit.
Mit wachsender Materialstärke steigt die Empfindlichkeit des Laserschneidprozesses, wie der Lohnfertiger Rime aus Riesa berichtet. Langer Schnittweg, hoher Wärmeeintrag und schwieriger Schmelzauswurf begünstigen typische Fehlerbilder, Zu nennen ist hier ein verstärkter Grat, vor allem beim Stickstoffschnitt, wenn Druck oder Volumenstrom zu gering sind. Auch Verfärbung, Oxidation und Schlackenbildung treten auf. Sie sind typisch beim Sauerstoffschnitt, vor allem bei dicken Blechen ab 20 mm. Verzug entsteht durch große Wärmeeinflusszonen bei nicht optimalen Parametern. Mit einer erhöhten Rauheit und Riefen müssen Anweder bei Faserlasern rechnen. Sie entstehen durch Mehrfachreflexionen an der Schnittkante.
Eine weitere Fehlerquelle kommt von Material, welches bei der Herstellung nicht für Laserschneiden optimiert wurde, zum Beispiel Laserpress oder ähnliches. Eine andere Ursache können unsaubere, lackierte oder gestrahlte Oberflächen sein. Unerwünscht sind auch ein hoher Energiebedarf und eine starke Maschinenbelastung – dicke Bleche verlangen hohe Laserleistungen und stabile Mechanik. Zudem sind wärmeinduzierte Gefügeänderungen immer ein Risiko. Dadurch werden eine lokale Materialermüdung und veränderte mechanische Eigenschaften, wie eine Oberflächenaushärtung an der Schnittkante, möglich. Nicht zuletzt sind aufwendige Programme zu nennen. Bei vielen Kleinteilen oder komplexen Konturen muss die Tafel in mehreren Etappen abgearbeitet werden, um dem Material Zeit zum Abkühlen geben
© Rime
Sauerstoff und Stickstoff mit spezifischen Vorteilen
Das Schneidgas erfüllt drei Kernaufgaben: Es treibt die Schmelze aus der Fuge, steuert die chemischen Reaktionen im Schnitt und prägt so Schnittkante, Prozessstabilität und Produktivität. In erster Linie sind hier Sauerstoff (O₂) und Stickstoff (N₂) zu nennen. Sauerstoff reagiert exotherm und liefert zusätzliche Wärme in die Schnittfuge. Das erhöht die Schnittgeschwindigkeit und ermöglicht größere Materialstärken. Eine hohe Geschwindigkeit und gute Durchdringung ergibt sich vor allem bei un- und niedriglegierten Stählen. Als Nachteil müssen Anwender verzunderte Schnittkanten in Kauf nehmen. Bei Lackierteilen oder Teilen fürs Verzinken ist zudem eine Nacharbeit notwendig.
Stickstoff ist inert und verhindert Oxidation. Die Schnittkante bleibt metallisch blank und gratarm. Vorteile für die Anwender sind eine erstklassige Kantenqualität bei CO2-Lasern mit den Werkstoffen Edelstahl, Aluminium und NE-Metallen sowie eine minimale Nacharbeit. Bei Faserlasern sind zudem sehr hohe Schneidgeschwindigkeit bei Blechen bis 15 mm Dicke möglich – mehrfach so schnell wie bei CO2-Lasern. Allerdings benötigt Stickstoff hohe Drücke, typisch sind 10 bis 15 bar, und Volumenströme, bei dickem Edelstahl sind es bis etwa 90 m³/h. Beides treibt die Betriebskosten in die Höhe. Bei CO2-Lasern müssen Anwender zudem meist geringere Schnittgeschwindigkeit als mit Sauerstoff als Schneidgas hinnehmen.
Mischgas nutzt Stärken beider Gase
Moderne Faserlaseranlagen nutzen Mischgas-Strategien, um Geschwindigkeit und Schnittqualität auszubalancieren. Das Ergebnis sind schnellere, saubere Schnitte mit reduzierter Oxidation und weniger Nacharbeit.
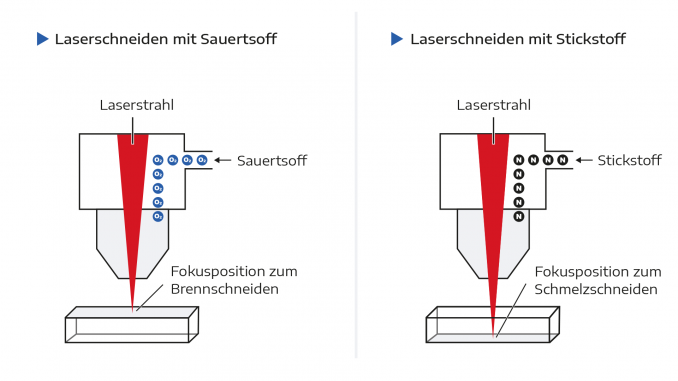
Neben der Gaswahl bestimmen zahlreiche Parameter die Schnittgüte. So ist die Fokuslage zentral. Beim Sauerstoff-Laserschneiden liegt der Fokus meist an der Oberfläche, um die schnelle Oxidationsreaktion zu unterstützen. Beim Stickstoff-Laserschneiden befindet sich der Fokus aufgrund der anderen Prozessdynamik nahe der Materialunterseite – das begünstigt Aufschmelzen und wirkungsvolles Ausblasen der Schmelze.
Auch die Düsengeometrie unterscheidet sich. Für Sauerstoff kommen Düsen mit kleinerem Lochdurchmesser zum Einsatz, während beim Stickstoff Düsen mir größerem Lochdurchmesser verwendet werden, um die höheren Gasmengen und Drücke zu handhaben. Wichtig ist ein konstanter Arbeitsabstand im Bereich von etwa 0,25 bis 2 mm zum Werkstück, um eine stabile Gasführung sicherzustellen.
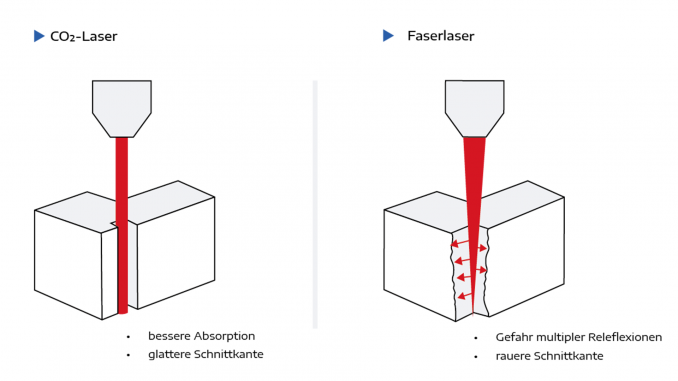
Die Strahlqualität des Lasers beeinflusst ebenfalls die Schnittqualität stark. Bei Faserlasern steigt mit zunehmender Blechstärke die Gefahr multipler Reflexionen im Schnitt, was zu raueren Kanten führt. Der CO₂-Laser bietet hier mit seiner Wellenlänge und den Absorptionsverhältnissen Vorteile.
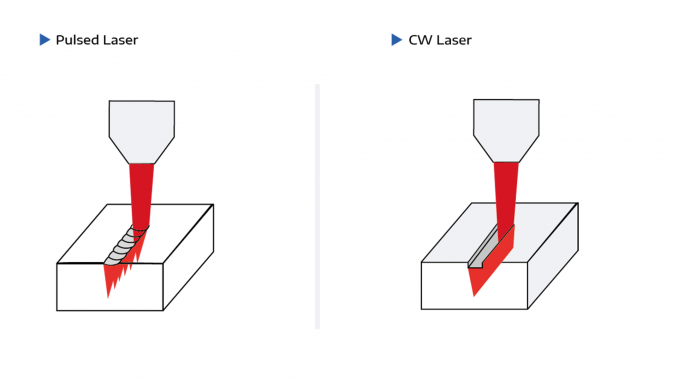
Laserleistung und Pulsfrequenz sind weitere Schlüsselparameter. Sie bestimmen, wie dicke Materialien durchdrungen werden und wie sich der Wärmeeintrag auf Material und Schnittbild auswirkt. Die Wahl des Fokussiersystems mit geeigneter Linse stellt den optimalen Strahldurchmesser für die Schnitte sicher.
Zur Schnittführung gehört zudem die Vorschubgeschwindigkeit des Laserkopfs. Sie beeinflusst den Wärmeeintrag und die Oberflächenqualität der Schnittfläche unmittelbar. Oberflächenzustände wie Oxidschichten, Verschmutzungen oder Ölreste verändern die Absorption und erschweren den Prozess.
Nicht zuletzt spielen Umgebungsfaktoren wie Temperatur, Luftfeuchtigkeit und Staub eine Rolle, da sie Gasströmungen und Lasereffizienz beeinflussen. Auch die Fähigkeit des Materials oder von Kühlsystemen zur Wärmeableitung ist relevant, da sie Verzug und Schnittmerkmale beeinflussen.
© Rime
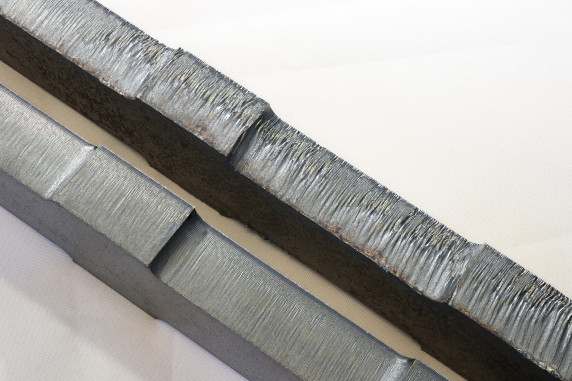
Merkmale einer guten Schnittkante
Unabhängig vom Schneidgas erkennt man eine hochwertige Schnittkante an definierten Kriterien, die in der Praxis Qualität und geringe Nacharbeit sichern. Wesentlich ist eine geringe Oberflächenrauheit mit gleichmäßigem Riefenbild für eine glatte, ruhige Oberfläche. Der Schnittverlauf sollte senkrecht und gerade sein – bei dicken Materialien ist das für die Maßhaltigkeit wichtig.
Darüber hinaus muss die Schnittkante frei von Schlacke und Grat sein, da beides Nacharbeit erfordert und Funktion oder Optik beeinträchtigen kann. Eine kleine Wärmeeinflusszone ist ebenso wichtig, um den thermischen Verzug zu minimieren. Das verbessert Passgenauigkeit und Stabilität.
Weiterhin zeichnet sich eine gute Schnittkante durch gleichmäßige Kantenglätte ohne Risse oder Materialauswurf aus. Die Einhaltung der Winkelgenauigkeit ist ebenfalls bedeutsam, insbesondere bei komplexen und präzisen Bauteilen.
Schon Kleinigkeiten können Schnittqualität erhöhen
Erfahrene Anwender wissen: Oft entscheidet ein Detail über die Schnittqualität. Bereits eine Erhöhung des Stickstoffdrucks um 0,5 bar kann Gratbildung beseitigen und die Schnittkante beruhigen. Umgekehrt verhindert eine Reduktion des Sauerstoffdrucks um nur 0,1 bar häufig verbrannte Ecken. Ein minimal verschobener Fokuspunkt verändert das Riefenbild sichtbar – zum Vorteil, wenn richtig justiert. Auch die Wahl einer passenden Düse wirkt stark, da sie Spritzer und Instabilitäten im Schneidprozess reduziert.
Trotz sorgfältiger Optimierung gilt in der Praxis: Beim Stickstoff-Laserschneiden dicker Stähle bleibt häufig ein gewisser Nachbearbeitungsaufwand. Ein vollständig grat- oder spritzerfreier Schnitt ist in diesen Fällen selten dauerhaft erreichbar. Darüber hinaus sind regelmäßige Justagen und Wartungen unverzichtbar, um Parameterabweichungen zu korrigieren. Nur so lässt sich die Schnittqualität nachhaltig sicherstellen.
© Rime
Häufige Fehler lassen sich systematisch abstellen
Es gibt eine Reihe von typische Fehlerbilder, die man mit bestimmten Vorgehensweisen beheben kann. Ein Grat an der Schnittkante kann mehrere Ursachen haben: Der Stickstoffdruck ist zu niedrig, der Fokus falsch eingestellt, der Vorschub falsch gewählt oder die Linse verschmutzt. Es hilft, den Stickstoffdruck um 0,5 bar erhöhen, die Gratform zu prüfen und den Fokus anpassen. Gegebenenfalls sollte man auch den Vorschub reduzieren. Nicht zuletzt hilft es, die Linse zu prüfen und gegebenenfalls zu reinigen.
Verbrannte Ecken deuten darauf hin, dass entweder der Sauerstoffdruck oder die Laserleistung zu hoch ist. Eine weitere Ursache können zu enge oder zu kleine Konturen sein. Hier hilft es, den Sauerstoffdruck um 0,1 bar zu senken, die Laserleistung zu reduzieren oder die Verfahrstrategie zu ändern. Bei einem unruhigen oder unsauberen Riefenbild ist meist der Fokuspunkt falsch eingestellt. Oft hilft es schon, ihn nur minimal nachzujustieren.
Spritzer oder ein instabiler Schnitt deuten auf eine abgenutzte oder falsche Düse hin. Anwender sollten eine neue beziehungsweise passende Düse einsetzen. Bei allgemein nachlassende Qualität können die Ursachen eine Abweichungen im System, Verschleiß, Schmutz oder eine unsaubere Blechoberfläche sein. Hier hilft eine regelmäßige Wartung und Justage. Außerdem sollten die Blechoberflächen gereinigt sein, oder man muss mit „Abdampfen“ schneiden.
© Rime
Laserschneiden von Blechen erfordert Know-how
Das Schneiden dicker Bleche ist anspruchsvoll, mit dem richtigen Know-how jedoch beherrschbar. Sauerstoffschneiden steht für einen guten Kompromiss zwischen Geschwindigkeit und Schnittqualität bei allen Stahlsorten. Stickstoff liefert metallisch blanke Schnittkanten ohne Zunderschicht bei Stahl, Aluminium und Edelstahl.
Wer Gaswahl, Fokus, Düsengeometrie und Gasdruck aufeinander abstimmt, erzielt mit beiden Verfahren die gewünschten Ergebnisse. Die Frage „Laserschneiden: Stickstoff oder Sauerstoff?“ wird damit weniger zum Entweder-oder, sondern zum Werkzeugkasten für mehr Qualität und Produktivität.
Nicht zu vernachlässigen ist die Wahl des Laser-Typs: CO2-Laser eignen sich wegen ihrer inzwischen begrenzten Leistung von bis zu 6 kW eher für dünnere Bleche bis 10 mm. Auch für Aluminium und Edelstahl bis 10 mm ist der CO2-Laser zu bevorzugen, da durch das bessere Absorbtionsverhalten eine sehr glatte und saubere Schnittkante ohne Grat erzeugt werden kann.
Faserlaser dagegen, die inzwischen mit Leistungen über 50 kW arbeiten können, spielen ihren Leistungsvorteil im Dünnblechbereich bis circa 15 mm mit Stickstoff als Schneidgas aus. Im Vergleich zum CO2-Laser arbeiten sie schneller und können somit komplexe Bauteile in einem Bruchteil der Zeit. Auch sind durch den Stickstoffschnitt engere Konturen und kleinere Löcher möglich. Der Nachteil bei diesem Schneidverfahren ist allerdings, dass alle Teile einen mehr oder weniger ausgeprägten Grat haben und die Schnittflächen eine andere Oberflächenstruktur aufweisen.Dieser Grat ist prozessbedingt und lässt sich nur durch Entgraten entfernen.
Mit Sauerstoff als Schneidgas kann der Faserlaser erst bei dickeren Blechen ab circa 15 mm punkten, weil durch die höhere Laserleistung im Vergleich zum CO2-Laser dann größere Vorschübe möglich sind und auch Blechdicken von 50 mm und mehr geschnitten werden können.
Web:
www.rime.de
