

In cooperation between Dirkra and the Institutes of Fluid Power Drives and Systems and of Image Forming at RWTH Aachen University, a test concept was developed that enables the determination of flow curves and forming limit changes of aluminum sheets under hot forming conditions.
© IBF RWTH Aachen
In the course of the change in automotive production towards battery electric vehicles, car manufacturers are confronted with new lightweight construction requirements, which can be managed by the increased use of aluminum materials. The focus is shifting to high-strength aluminum alloys of classes 5XXX, 6XXX and 7XXX, which have great lightweighting potential thanks to a particularly favorable strength-to-density ratio. However, the wide application of these materials is hindered by their poor cold formability, which is why component manufacture using classic forming processes such as deep drawing is hardly possible.
Hot sheet forming processes for aluminum, on the other hand, enable the forming of high-strength aluminum alloys by taking advantage of the improved formability and reduced springback of the material at elevated temperatures. In order to be able to design and improve the hot forming processes for aluminum sheets, some of which are still under development, in a time- and cost-efficient manner, the use of forming simulations is an obvious solution. For an accurate prediction, these require precise and comprehensive material data, which can only be determined to a limited extent for the hot forming of aluminum to date. The most important material data for sheet metal forming simulations are in particular temperature and strain rate dependent flow curves as well as the forming limit change.
© IBF RWTH Aachen
In order to generate reliable material data for forming simulations of aluminum hot-plate forming processes, a high-temperature cupping test by gas pressure was developed at the IBF, which enables the process-oriented determination of flow curves and forming limit changes in the relevant strain, temperature and forming speed range of the hot-plate forming processes integrated in a testing device.
© IBF RWTH Aachen
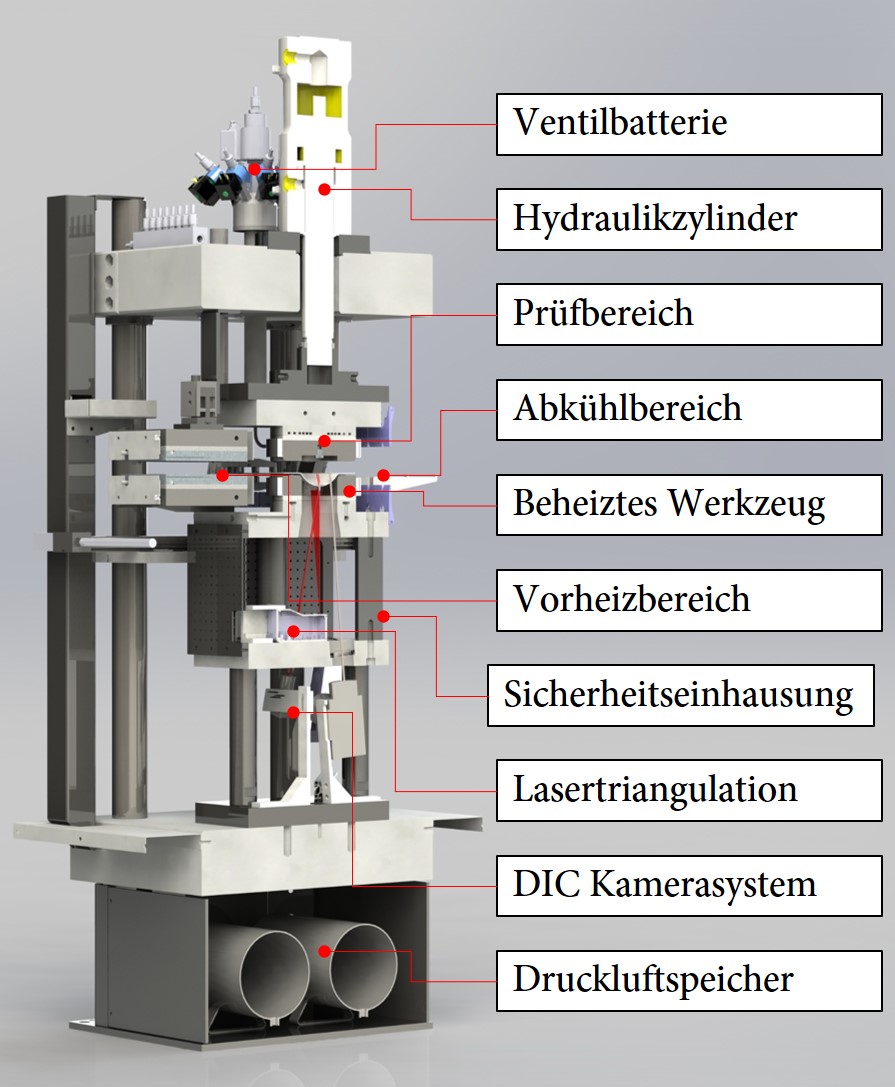
The test rig is an active-media-based cupping test (to DIN EN ISO 16808) that has been further developed for high-temperature testing, in which an inert gas applies the forming pressure. For strain rate controlled forming, the gas pressure is controlled by several switching valves connected in parallel. The current strain rate is calculated via the bulge, which is measured using laser triangulation with a recording frequency of up to 200 Hz. Strain measurement during the test is realized via a Digital Image Correlation System from GOM. Based on the measured strain at the sample surface and the gas pressure, a flow curve can be determined analogous to the hydraulic cupping test.
To record forming limit diagrams, a sheet specimen provided with numerically optimized recesses is formed together with a carrier sheet under gas pressure. A sheet metal plate of the same material, which is thicker than the specimen to be tested, is used as the support plate. The specimens are numerically optimized to follow the desired near-linear strain paths in the test. Thus, under hot forming conditions, the forming limit change can be determined in the positive and negative secondary forming ranges.
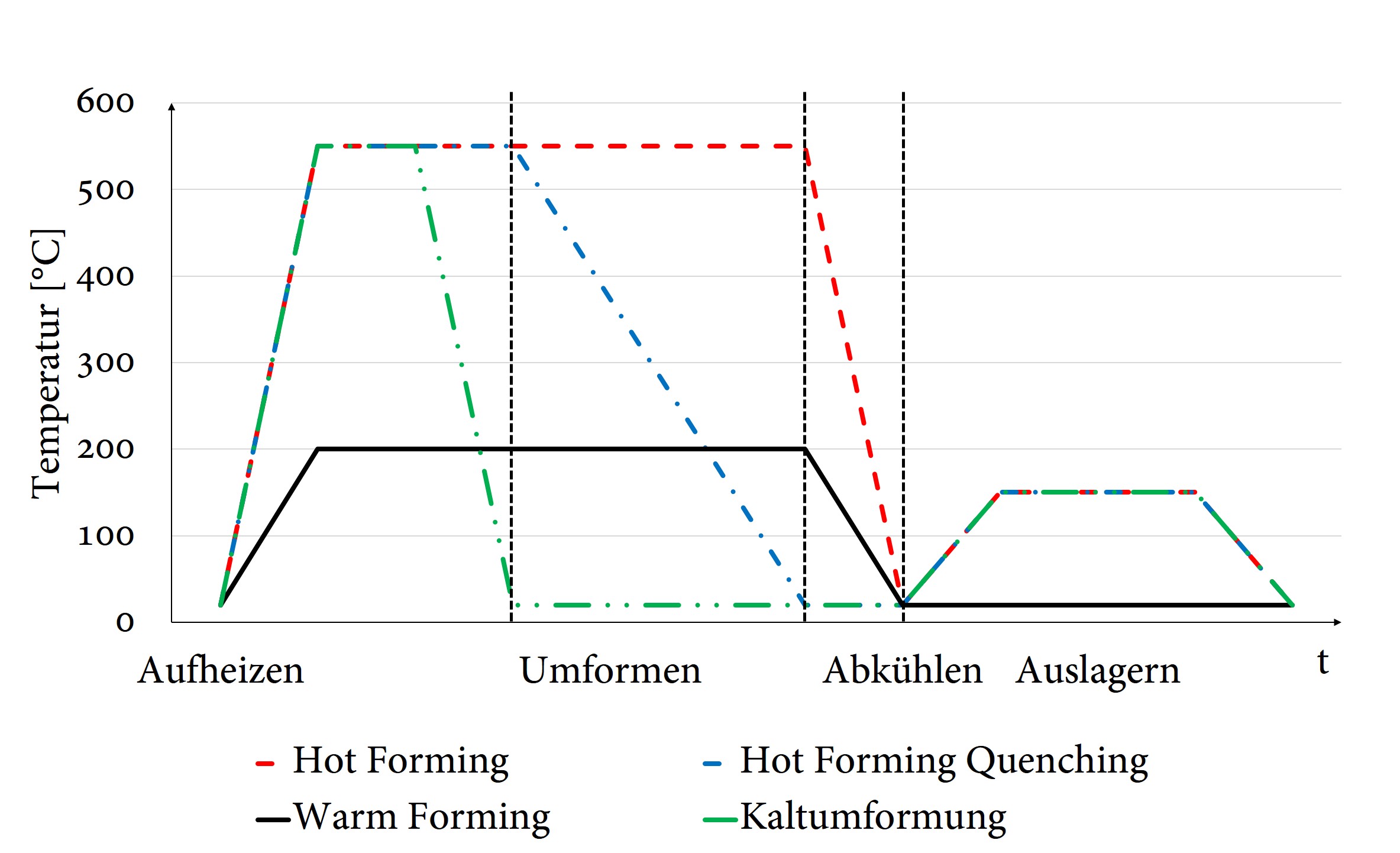
A basic prerequisite for the practical relevance of the material data determined with the test rig is to be able to map the various temperature histories of the common aluminum hot-plate forming processes. The temperature control of aluminum hot sheet forming processes plays a significant role, especially in the forming of precipitation-hardenable aluminum alloys, since here the strength in the finished component is set by the temperature- and time-dependent precipitation kinetics.
Hot-forming (WF), hot-forming (HF) and hot-forming quenching (HFQ) processes are already used industrially for the hot forming of high-strength aluminum sheet. In the case of WF, the heat treatment for curing is largely completed before the actual forming process. To reduce forming forces and increase formability, the already cured blank is heated to a temperature well below solution heat treatment and then formed. Forming temperatures between 200 °C and 300 °C are common here. HF is characterized by a forming temperature in the range of the solution heat treatment temperature (about 450 °C to 600 °C). The finished formed component is then cooled and heat treated depending on the desired material properties. In HFQ, a component is also formed in the solution heat treatment temperature range, but quenching takes place in the forming step through cold or cooled components, analogous to the press hardening of steel.
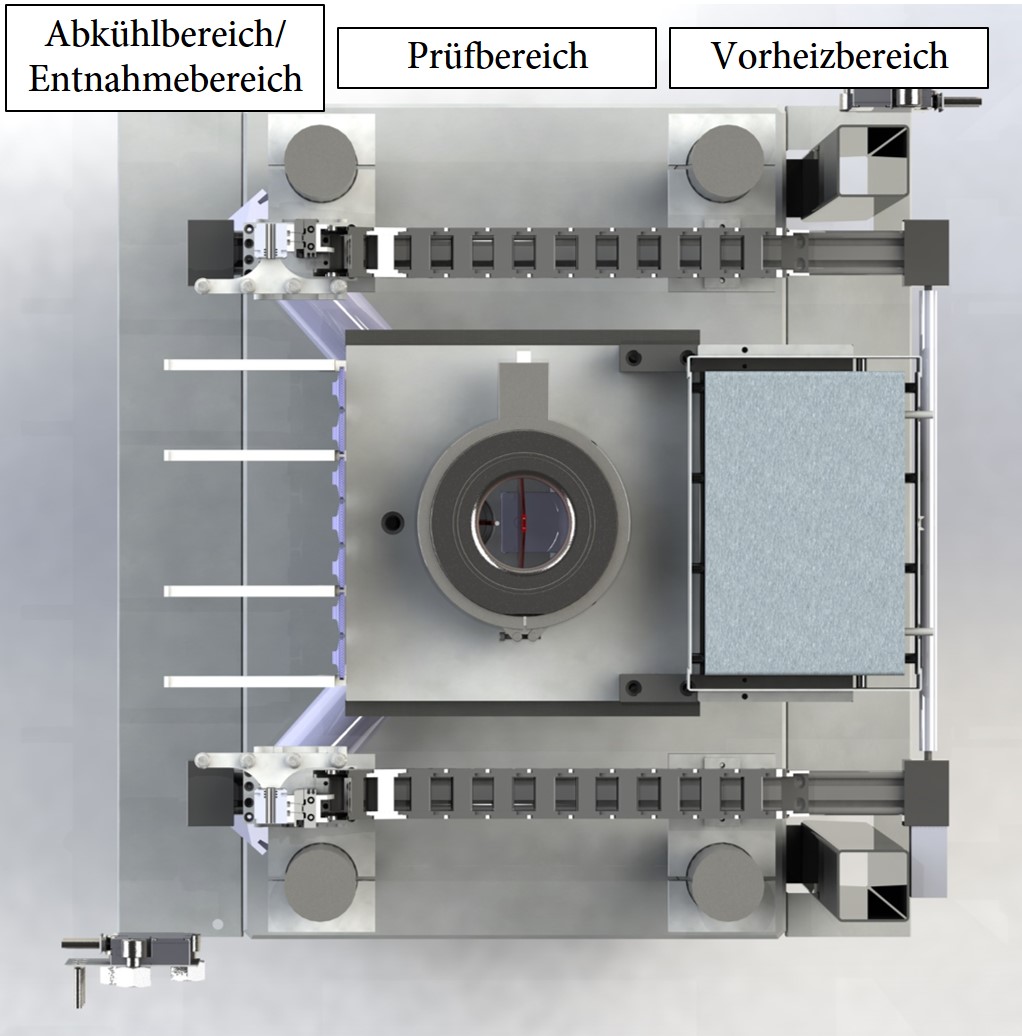
In order to be able to map the different, forming- and material-specific temperature histories in the test rig, a temperature control concept was implemented that integrates heat treatment before, during and after the actual test. The test specimen is moved in the test area using pneumatic grippers and linear guide rails. The test area is divided into preheating area, testing area, cooling area and insertion/removal area. For preheating and solution annealing, the test specimen is pneumatically clamped between two plates heated by means of tubular heating elements and thus kept at a stable temperature of up to 600 °C. The test specimen is then heated to the required temperature. When testing below the solution heat treatment temperature, the test specimen is cooled down in a controlled manner by compressed air at an adjustable cooling rate of up to 15 K/s. This maximum cooling rate is sufficient to suppress precipitation formation in most aluminum alloys, thus enabling near-process material data determination of forming temperatures below the solution annealing temperature, such as those encountered in HFQ. In order to guarantee almost isothermal test conditions, the pair of molds in the test area is heated to test temperatures of up to 600 °C in a controlled manner using heating sleeves and kept at the test temperature during the test. The tested sheet is then cooled to room temperature for safe removal.
The test rig developed enables flow curves and forming limit diagrams to be determined for the first time for high-strength aluminum alloys under hot forming conditions, which are necessary for precise simulative mapping of the forming processes.
Web:
More on the method and results at the 36th ASK Forming Technology Conference on 26. and October 27, 2022 at the Eurogress Aachen
www.ask.ibf.rwth-aachen.de