

They are smeared, rolled and cut – the road that copper and aluminum foils have to travel sounds tough until they can perform their role as anode and cathode in a battery. This makes handling between the individual production steps all the smoother – how does this work?
© J. Schmalz GmbH
The German government has been promoting electromobility since 2009. The development and production of battery technology is also being driven forward: Industry and politics are working to build up and expand the know-how for development and production. The fact that economical battery cell production is possible in Germany was confirmed by Dr. Michael Meister, Parliamentary State Secretary to the Federal Minister of Education and Research, at the “Battery Forum Germany” in 2021. Reports from German automakers about cooperative ventures, their own research laboratories and test facilities for series production confirm this.
In addition to their use in e-cars, batteries are just as important for everyday life. From cordless screwdrivers to e-bikes and smartphones – it’s hard to imagine life without electricity “to go. Equally relevant is the stationary application, for example to buffer regeneratively generated energy.
Each application places its own requirements on the battery technology. But for manufacturing, the subsequent use is secondary – because here, in any case, the greatest care and precision must be reconciled with competitive cell production. The little helpers that enable gentle transport of the sensitive cathodes, anodes, separators and pouch cells are irreplaceable: for example, special grippers and end effectors from J. Schmalz GmbH.
From powder to pouch
Two pastes and two metal foils form the basis of each drive battery. For the anode, a graphite compound is spread on a copper foil. The cathode consists of an aluminum foil to which a metal oxide mixture of nickel, cobalt, manganese and lithium is applied. The films, coated on both sides, are dried, calendered and cut to size. Now they are ready for stacking.
“We recommend the special grippers STGG for this purpose, as they can handle the sensitive films highly dynamically,” explains Dr. Maik Fiedler, head of the Vacuum Automation and Vacuum Handling business units.
The STGG alternately grips the anode, separator, cathode and separator again to deposit them on each other. The focus here is just as much on speed as on precise positioning. In doing so, the gripper must not leave any marks or contaminate the sensitive coating.
“Our solution is called PEEK,” says Dr. Fiedler. Schmalz uses the highly chemically resistant polyetheretherketone to manufacture a suction plate with many small holes that grip the entire surface. The flat surface minimizes the surface pressure. The active blow-off function of the STGG speeds up the pick & place process, while the high volume flow prevents particle residues on the electrodes. Pneumatic vacuum generation without moving parts makes the special gripper suitable for clean and dry rooms.
The special gripper STGG is also suitable for separating and depositing the thin separator foils. Separators usually consist of very fine-pored flexible plastics or nonwovens. They spatially separate the anode and cathode and prevent a short circuit. At the same time, they are permeable to the positive lithium ions that flow from the anode to the cathode during discharging and migrate back again during charging.
“The STGG works with a high volume flow and thus grips even porous materials reliably,” explains Dr. Fiedler. The ESD-compliant surface also reliably dissipates electrostatic charge and thus protects against unwanted adhesion.

© J. Schmalz GmbH
Cell by cell
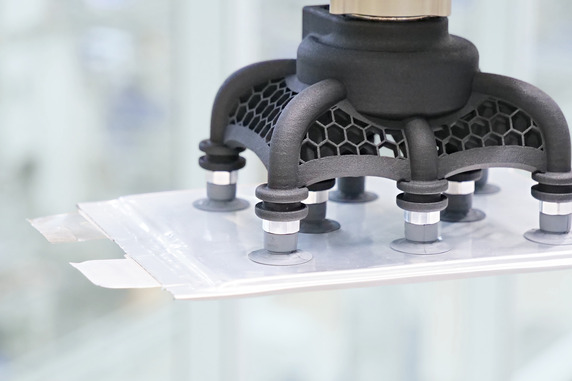
Once the cell stack is ready, the protruding ladder flags are trimmed and the stack is packed in a pouch foil. Sealed all around, the so-called pouch cell is ready for electrolyte injection. “The pouch cells are sensitive and must not be deformed by the gripper under any circumstances. In addition, they can vary in shape depending on the application,” explains Dr. Fiedler.
The SLG lightweight gripper is suitable for any geometry. Schmalz manufactures it additively after the customer has configured it online, thus guaranteeing short delivery times. To prevent the aluminum composite film of the pouch cell from being deep-drawn during gripping, structured suction cups of the SFF or SFB1 series are used. Both variants combine support surfaces in the form of honeycombs on the suction surface with a soft and particularly flat sealing lip. This allows them to grip gently yet with a high suction force without deforming the surface of the pouch cell.
Just as important as the material, geometry and size of the gripper is the vacuum. How and where it is generated is the key to highly dynamic and at the same time absolutely safe handling. “Our decentralized vacuum generators of the SCPM series meet all these requirements. They are compact and at the same time have high suction power,” says Dr. Fiedler. They are so small that they can be mounted close to the suction pad, minimizing power losses.
The valve of the compact ejector closes when no current is applied. This allows the gripper to hold the battery cell securely, even if the power fails. “Another advantage is that users can integrate special functions into the system, such as redundant vacuum generation or workpiece recognition,” adds Dr. Fiedler.
The appropriate handling system places the individual cells in a module, where they are connected in series or parallel. Several modules make up a battery pack that combines fewer or more pouch cells, depending on the manufacturer and vehicle category.
© J. Schmalz GmbH
Round instead of flat
The advantage of pouch cells is that they build flat and can therefore dissipate heat well. They are versatile and make optimum use of the available volume in a battery module. Their disadvantage: the sheath is sensitive and does not protect the anodes, cathodes and separators from mechanical influences. In addition, there is a risk that they will inflate, for example, due to aging processes.
Cylindrical hard-case cells are therefore often preferred in some electric cars as well as in consumer electronics, e-bikes and tools. “For handling round cells in module assembly, we have to offer users grippers that they can configure freely. Depending on how large the individual cells are in diameter, in which arrangement and how many are to be gripped,” describes Dr. Maik Fiedler. “Thanks to 3D printing, this is easily possible from batch size one.”
If the user selects suction cups made of the low-markdown special material HT1, he can grip the cells directly at the pole – the material also acts as an insulator. In this way, even charged cells are positioned safely. Here, too, a high volume flow is important for the fast and clean pick & place process.
“This is where integrated vacuum generators score. The ejectors have a safety valve that maintains the vacuum even without electricity, thus safeguarding handling,” adds Dr. Fiedler. If the round cells have to be gripped lengthwise, Schmalz recommends SGM magnetic grippers in the high-performance version. Here, a permanent magnet secures the handling. “They are compact, lightweight and yet develop high holding forces,” says Dr. Fiedler, listing the advantages. These are effective as long as the battery casing is ferromagnetic.
Finale – fully automatic or manual
Now it’s almost done: foils have become cells. The cells are grouped into modules, which are now connected in battery packs and completed with cooling plates, wiring and electronics.
“Flexibility is enormously important here. The storage geometries can differ just as much as surface structures,” explains Dr. Maik Fiedler. Even if the modules are heavy, they must not be damaged by the gripper – vacuum manages that.
The FQE area gripper is modular and suitable for fully automated pick & place applications. The FMP area gripper is just as universal. Its sealing foam also adapts to textured surfaces. Both ensure low operating costs with their energy-efficient, integrated vacuum generation.
In the work steps that are not automated, manual lifting aids such as the vacuum lifter JumboFlex relieve the fitters. These can be the cooling modules or the cover plates that have to be placed manually on the battery housings at the end.
The Safety+ operating unit offers extra safety: The two-hand detachment concept protects particularly sensitive workpieces during set-down. In addition, the lowering speed can be reduced.
The battery pack is now ready for the leak test – the housing and cooling system must not show any leakage. The battery management system receives the latest software, suitable for the type of car, and the first charge-discharge process in the network takes place under strict supervision. If the wiring and electronics are in order and the battery management works as well as all subcomponents, it’s done.
After labeling with warnings and ID tags, the batteries are ready for transport. “It is a long and complex path from the powder to the finished energy storage system. We know how to handle each individual process step safely, and we develop customized solutions for our customers,” says Dr. Maik Fiedler.

© J. Schmalz GmbH
About the company
Schmalz is a market leader in automation with vacuum as well as for ergonomic handling systems. The products of the internationally positioned company are used in logistics applications as well as in the automotive industry, the electronics sector or furniture production.
The broad spectrum in the Vacuum Automation business area includes individual components such as suction pads or vacuum generators, complete gripping systems and clamping solutions for holding workpieces, for example on CNC machining centers.
In the Handling business segment, Schmalz offers innovative handling solutions for industry and trade with vacuum lifters and crane systems.
With the Energy Storage business area, the company is establishing a further mainstay in the field of stationary energy storage.
The combination of comprehensive consulting, high innovation orientation and first-class quality ensures customers sustainable added value. Intelligent solutions from Schmalz make production and logistics processes more flexible and efficient – and at the same time fit for advancing digitalization.
Schmalz is represented in all major markets with its own locations and trading partners in more than 80 countries. The family-owned company employs around 1,700 people at its German headquarters (Glatten, Black Forest) and in 22 other companies worldwide.
Web:
www.schmalz.com


