

Just in time for New Year’s Eve, the sheet metal fans from Kempen have completed a new cut-to-length line for thin sheet metal. Special ideas and requests from the customer have resulted in a veritable firework of new developments and technical improvements.
Let’s join owner Benjamin Schwabe on a tour through the project.
GSW Schwabe AG has just under 50 employees; the team from Kempen on the Lower Rhine refers to itself as “Sheet Metal Fans.” This is intended to express their passion for sheet metal – their passion for all things coil.
“I’ll never forget the first phone call with this customer,” Benjamin Schwabe says with a grin. “A dynamic male voice loudly told me that I ought to know him, as I had just visited him a few days ago. Neither the voice nor the name rang any bells with me, so I felt a little blindsided. It later turned out that our Mr. Preuß had been there on site, which the customer acknowledged somewhat reluctantly. So it really was a rather unusual start.”
But then things really took off: one call followed another, and in almost every single one, new ideas and requests were discussed – from functionalities and technology to state-of-the-art energy recovery. At some point, just about anything had been on the table in one way or another. “We always had the impression that many things were still unclear, including who the final supplier would be. Then, surprisingly quickly, I was able to shake hands with the owner on what was a very fair order, and then came the surprisingly clear statement: ‘Mr. Schwabe, you had been our choice for quite some time.’ That was nice to hear.”
“Our team got to work quickly: first an on-site visit by the team—we were replacing a system that was more than 30 years old, and our technicians also wanted to understand the conditions on site thoroughly. Then we moved straight into the design phase—the first sheets were supposed to fall in 13 months.”
But enough background — here are the facts:
The customer mainly processes galvanized sheet in grades DX51 and DC04 through DC01, but also bright steel in grades S220, S350, and even S420. These are processed fully automatically into a wide range of industrial-quality shelves. Accordingly, the demands on straightening results and dimensional accuracy are high. The line also had to be able to process stainless steels. To protect these sensitive surfaces, the Sheet Metal Fans took precautions by using coatings and special materials on all contacting surfaces and rollers.
Material thicknesses today are, for the most part, in the range of about 0.6 to 1.25 millimeters. For the most part. “The system has to be fit for the future,” was the brief. So, they pushed the range further at both ends, and especially at the top end, and can now process material from 0.4 mm up to 2.5 mm. In full cross-section, this line handles up to 1,500 x 2.0 or 950 x 2.5 mm at 250 MPa yield strength. The coils may weigh up to 15,000 kg and have a diameter of up to 1.8 m. To give a sense of scale: for one of the main materials, at about 1,075 x 0.7 mm, that means 2.5 kilometers of strip on a single coil!
The core of every good cut-to-length line: the straightener
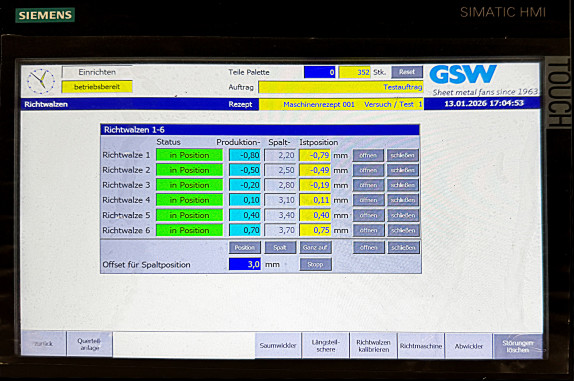
The core of every good cut-to-length line: the straightener
GSW worked closely with the customer to determine the most efficient straightening technology for this line. As cut-to-length lines should, in simple terms, “turn bent strip into straight strip”, the straightening unit is naturally always the centerpiece and very important for a good sheet metal product. The sheet metal fans therefore presented high-performance machines (also referred to as “corrective levelers”) in addition to their own precision and 21-roll fine straightening machines. Due to the high investment and operating costs of the high-performance machine and the inability of the fine straightening machines to correct the cross-bow defect (editor’s note: this is the curvature transverse to the strip running direction), a joint decision was made in favor of a precision straightening machine. According to the sheet metal fans, the cost saving compared to a 21-roll fine straightening machine is around 150,000 euros, with slightly higher operating costs (drive power and roller wear). Compared to the high-performance machine, the savings would be 300 to 400 thousand euros, with significantly higher operating costs, due to the necessary work roll maintenance.
A brief distinction between the three machine types: GSW’s precision straightener is a universal roll straightener with comparatively a very precise and rigid design. Its distinguishing feature is the linear individual adjustment of the active straightening rollers (i.e. no straightening block).
The GSW 21-roll fine straightening machine is characterized by very high straightening performance and is mainly built with particularly small straightening roll diameters. Due to the narrow center distances, a bank adjustment is used here, and all rollers are always driven via cardan shafts.
The design of the high-performance straightener is similar to that of the 21-roll fine straightener, but it has an active bending function for the lower straightening rollers (so-called bombage) and, in some cases, a 2-axis tilting for the upper straightening block. This allows defects such as edge waves to be straightened out and tensions to be equalized in a targeted manner. GSW does not build these itself but works together with well-known German manufacturers.
The elaboration makes it clear that the (straightening) success of the highly efficient precision straightening machine also depends on the quality of the coil material. Put simply, the high-performance straightening machines are therefore particularly suitable for companies that want to “earn money with straightening” or else where the purchase of poor coil quality is dictated or justified by high volumes or availability.
For the selected GSW RMZ 150/134 machine, the Sheet Metal Fans pushed their design with 40 mm straightening roll diameter to the limit. In combination with the core competence of this machine—the individual work roll adjustment—they implemented the greatest possible stiffening within the available installation space. The six straightening axes with 13 straightening rollers now have eight-fold support, with correspondingly large support traverses above and a stiffened substructure below. One challenge was the automatic adjustment of the straightening rollers, because the motors required for this were not easy to accommodate given their necessary size. The Sheet Metal Fans solved this by installing the geared motors with a horizontal offset.
As with a fine straightener, all straightening rollers here are also driven via a transfer gearbox. GSW builds this itself and is proud that it was once again possible to use permanently lubricated cardan shafts, which offer considerable advantages in terms of maintenance and costs. Together with the large feed rollers integrated into the gearbox system, the necessary straightening- and drive forces can be optimally transmitted.
“Six straightening axes help us achieve very good flatness; in addition, we do not need to readjust the depth setting over the entire coil run,” says Benjamin Schwabe “The performance of this machine is not only very high in the spectrum and approx. 30 percent higher than our previous versions with a 40 mm straightening roll diameter, but it is also installed in a wide stock machine.” And that”, he adds, “is truly exceptional for a machine geometry of this kind with individually adjustable upper rollers.”
Weighing coils and processing the data digitally
According to the Sheet Metal Fans, the innovative fireworks mentioned at the outset do not begin with the further developed straightening machine only, but “one station earlier”—right at the start of the production line: The 15-ton loading chair was fitted with load cells, allowing the actual coil weight to be determined quickly and reliably. Since the customer also frequently puts coils back into storage, this helps provide an exact picture of delivery capacity. The weights determined are not only displayed, but also recorded digitally. “Our controls-integrated coil calculator can also do this using a mathematical formula,” Benjamin Schwabe explains, “but with the calibrated load cells, the customer has a verifiable value and there is no room for transcription errors or the like.”

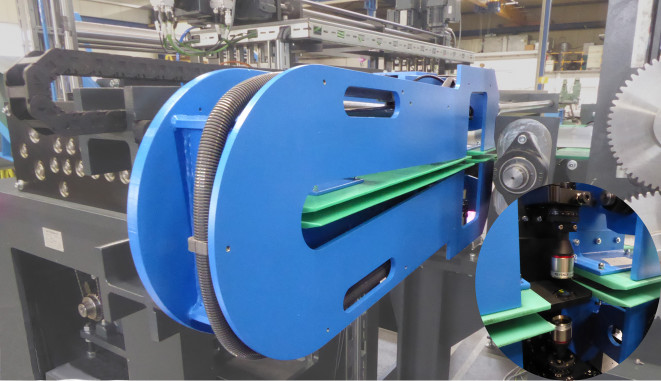
Thickness measurement in the hundredths range
Another important innovation follows at the exit of the straightening machine. The Sheet Metal Fans in Kempen explicitly say they are grateful to the customer for insisting on a high-end solution in this area. Thickness Measurement. The sheet thickness is measured continuously. And, while originally, the plan had been to offer this in the tenths of a millimeter range with a simple display, in the end it went into the hundredths range, with digital processing of the data as well. To ensure that the sensitive high-precision devices—GSW chose Keyence as its partner here—would be protected and operate without error, the installation had to be designed accordingly. The Sheet Metal Fans therefore paid particular attention to rigidity and low vibration in order to make this possible.
“Thickness measurement is a great help for our customers in many ways,” explains Christof Bongartz, Project Manager at GSW. Not only can he ensure that the shelves actually achieve the standard thickness (and therefore the stated load-bearing capacity!), but it also helps purchasing and production control to know the correct quantities (i.e. the quantities to be produced from a coil). With the aforementioned strip lengths of 2.5 kilometers, a positive deviation of, for example, 3 hundredths of a millimeter of a standard product-length of 534 mm would already mean a shortfall of approx. 180 parts!
Trimming in slitting quality
Following the thickness measurement, the material can be trimmed. The old system was already able to do this, and the company wanted to retain this option. Purchasing is also made more flexible here, as existing coil widths can be used in case of doubt and do not have to be ordered to the millimeter. The GSW trimming shears are identical in construction to their production slitting shears – the cutting quality can be expected to be correspondingly high.
The Sheet Metal Fans also introduced two innovations in this section. First, instead of the standardized wide stock machine with 180 mm slitting shafts (diameter), they developed a new size with 140 mm shafts. This makes for lighter and cheaper tools and expands the portfolio. Secondly, the trim winding technology has been expanded: instead of working with a simple rotary magnet and tearing control via a lever arm, the machine now uses a so-called torque clamp and crack control via an encoder (which detects overspeed). In addition to the improved winding itself, this should also increase the ability to work more flexibly with both thin and thick materials and thus be more resistant to tearing.
“The old line had two small choppers on the left and right instead of trim winders,” Benjamin Schwabe recalls. Some operators prefer this method because of the low scrap volumes and the resulting slightly better prices from recycling. In the view of the Sheet Metal Fans, however, these simple units have two decisive drawbacks: noise and performance. Both are directly dependent on the material thickness and strength. Where soft steels, for example, are still fine under 1 mm thickness, the cutting noise increases sharply beyond that thickness. Another disadvantage is the limited cutting speed and thus the limitation of the possible strip speed. Due to the customer’s wish to be able to process even greater thicknesses in the future, this concept was dropped.
“We now also have our own solution at GSW with rotary cutting heads and electric drive,” Schwabe adds. “These units are particularly suitable for slitting lines and, even there, especially for high speeds and larger trimming widths.” The concept was also calculated for this customer case, but for reasons of cost and space, the company remained with the trim winders.

Rethinking Deburring for thin & wide stock
Because the line trims frequently, the customer also wanted a device that could reduce the edge burr. Not full deburring—that would require a machine that peels or grinds a deliberate soft radius—but rather a burr crushing action to reduce the risk of cuts.
“We have often used such squeezing rollers,” the sheet metal fan continues. “This is an adapted edge guide unit which’s rollers have grooves (with V-grooves) corresponding to the material thickness and are permanently pressed against the material. The rollers, which are mounted in a spring assembly, compensate for width fluctuations.”
Due to the large width, the GSW team came up with pneumatically adjustable hold-down rollers at the infeed and outfeed to prevent the material from bending up. The rollers are rubberized and run very smoothly; they are raised and lowered using short-stroke cylinders.
Benjamin Schwabe laughs: “I was really disappointed—our cutting quality in the trimming unit is so good that we do not really need this nice invention at all. But it works—we tested it.”
Now you’ve read this far already – but the innovation isn’t over yet…
We’ll come straight to the advanced servo stacking system.
But first we have to get the material there: After the material has left the trimming unit and has been run through a loop with a pit and rounded off… the precision strip centering, the feed-to-length and the shearing now take place.
A few comments on this process:
The loop is bridged hydraulically, and the two elevated bridge elements are cycled upwards in stages at the end of the belt. This prevents the material from falling into the pit and getting scratched. The edge guide unit is approx. 600 mm long and works with horizontally mounted roller bearings that guide the material. It is adjusted using a handwheel on linear rails. This design allows that even delicate material can be perfectly centered for cutting.
The feed was further developed for high dynamics and sensitive material: to reduce the roller weight, a 120 mm diameter was used instead of the “standard” 160 mm roller, but these rollers were then supported to prevent deflection.

Production shear with roof-cutting blade for safe parts removal
The shear—incidentally an OEM best-seller at GSW, as many other strip processing equipment manufacturers buy their shears from GSW—was fitted with a so-called roof cut (also called “bow-tie”). This means the active upper blade does not have a one-sided cutting angle, but a symmetrical two-sided angle rising evenly from the outside toward the center. One technical detail is especially important here: the blade is made in one piece, rather than from two straight blades joined together at an angle, as is the case with cost-driven suppliers. This effectively prevents a cutting slug from remaining in the upper V.
Why a roof cut? The cut sheets are transported onward by conveyor belt. Unlike the roll feed, which operates intermittently, the conveyor belt runs continuously at speeds of up to about 90 m/min. While the shear is cutting the stationary strip, the conveyor belt pulls on the underside of the material. If the material were not finally cut off exactly in the middle, the sheet would be pulled at to one side and skew, and could therefore not be stacked safely.
“In principle, you could also work without a conveyor belt,” Schwabe explains. This is because GSW has also built compact solutions in which stacking takes place directly at the shear. The disadvantage here is that a visual inspection of the sheet is only possible after the system has stopped, by – more or less laboriously – removing a sheet from the stacker. The same applies to the scrap at the gate and at the end of the coil – there is no scrap gate to accommodate this process.
Convenient sample-part removal during automatic operation
GSW’s customer, however, wanted both the ability to inspect the sheets and a convenient way to dispose of scrap. And here, once again, the customer’s dynamic approach came into play: simply checking the surface visually in the conveyor belt area and briefly stopping the system for removal was not enough. The customer wanted to be able to discharge individual sheets without leaving the automatic mode.
Benjamin Schwabe believes that this is where most of the brainpower went into the cut-to-length line. In the end, the solution was to extend the entire stacking frame over the conveyor belt and suspend it there. This allowed the conveyor belt to be lifted upwards. A drawer construction was built underneath, which can receive a single sheet. To do this, it is also lifted pneumatically, and a special program is used to cut a sheet in continuous automatic mode, which then slides into the drawer’s cassette via rollers embedded in a large plate.
The highlight: The drawer was designed to become part of the system’s safety guarding. This allows for a space-saving manual function while ensuring optimum operator safety. The operator simply requests the test cut and then unlocks the pneumatically secured drawer by pressing another button. The sheet can then be removed and inspected safely and conveniently. The drawer can be pushed back in at any later time. In the end position, it locks itself automatically.

Made in Kempen: servo finger stacker for the dynamic production of scratch-free stacks
As mentioned above, the conveyor belt runs continuously in order to move the sheets away from the shear to the stacker. To prevent a backup from one sheet to the next and to give the stacker time to cycle the sheets properly, the conveyor belt speed is higher than the speed of the roll feed. The sheets therefore virtually fly at speed over the horizontal fingers of the stacker and, after the rapid servo opening of those fingers, into the cassette, which lets them glide onto the sheet below with an accuracy of just a few millimeters. A backgauge ensures the same degree of precision over the length of the sheets.
“To make sure we can always place the sheets safely and also control a gap from one sheet to the next, we installed a pair of rollers between the conveyor belt and the stacker,” Benjamin Schwabe explains. “This roll feed has a dynamic drive and can accelerate the sheet away from the conveyor belt again. At the same time, however, it also allows the sheet to be slowed down, in order to reduce the energy with which it hits the backgauge. It turned out to be exactly the right decision to give ourselves these control options, because it became clear that short parts have to be accelerated to create the gaps, whereas long parts have to be reduced in speed by as much as about 20 percent so that they can be deposited without damage. Because of the lower number of cycles, those long parts do not present any problem in terms of gap formation.”
Just as the process on this cut-to-length line begins with an innovation in the form of the digital weighing system, it also ends with new ideas in the area where the finished stacks are discharged.
Here, the Sheet Metal Fans are delighted with a great idea that came from the customer (we’ll address that shortly)
The space conditions in the pallet area—with a passageway at the long end and a continuous hall wall directly behind the system— significantly restricted the possible automation solutions.
“We were able to react flexibly and adapted our L-shaped design to the conditions, with the empty pallet entering from the long side and the finished stacks exiting to the front, towards the operator. However, this still took up too much space in our customer’s production hall,” Schwabe recalls.
Then came this “wild idea” we mentioned before – as always shot from the hip: “Why don’t we run one unit above the other?” the customer said. At first, the Sheet Metal Fans were almost a little taken aback. But once they pursued the idea and, as the GSW boss likes to say, “drew a few lines on paper,” the ingenuity of the concept became clear.
Double-decker pallet automation for minimal space requirements
What was implemented here works as follows: on the long side of the stacker, two roller conveyors are built one above the other. The lower one feeds in empty pallets and includes an integrated centering function. The upper heavy-duty track takes the full pallets back out. The lift table in the stacker can stop at two positions for this purpose, and a second heavy-duty conveyor is mounted on its table surface. To keep the throughput height of the overall system at the planned ergonomic level and avoid penetrations, the lift table was simply placed in a pit about 600 mm deep. “That even allowed us to maintain the large stack heights of up to 700 mm including pallet,” says project manager Bongartz. “Not only does the system have the same high degree of automation as a “standard solution”, but the entire space in front of the line is kept free without needing more on the long side.”
Once the required quantity of sheets has been added to the stack and the batch can be changed, a printer controlled by an additional PC produces the appropriate label. It processes data from the system as well as data from the customer’s merchandise management system. Here, the Sheet Metal Fans worked closely with the shelf builder and optimized both the process and the format for him.
But with all the innovations and all the enthusiasm, is there also criticism? The project manager thinks for a moment and then sums up with a twinkle in his eye: “If we had known the amount of detail all the ideas were going to involve in the end – and that applies to both the design and the programming of the line – I would have liked us to have a little more time and money. But firstly, it will be much quicker next time and secondly, anyone who sees this line will be happy to tolerate a bit of friction between thumb and forefinger!”