

Pünktlich zu Silvester haben die Sheet metal fans aus Kempen eine neue Querteilanlage für Feinblech fertiggestellt. Besondere Ideen und Wünsche des Kunden haben dabei für ein wahres Feuerwerk an Neuentwicklungen und technischen Verbesserungen gesorgt.
Wir begeben uns in den nächsten Zeilen auf eine Reise mit dem Inhaber, Benjamin Schwabe. Das Unternehmen GSW Schwabe AG hat knapp 50 Mitarbeiter; die Mannen aus Kempen am Niederrhein nehmen den Slogan „Sheet metal fans“ für sich in Anspruch. Damit möchte man die Leidenschaft fürs Blech – die Passion für alles, was Coil betrifft – ausdrücken.
„Das erste Telefonat mit diesem Kunden werde ich nie vergessen“, grinst Benjamin Schwabe. „Eine dynamische Männerstimme am anderen Ende gab mir lautstark zu verstehen, dass ich ihn kennen müsse, hätte ich ihn doch noch vor wenigen Tagen erst besucht. Bei mir hatten sowohl Stimme als auch Name keine Synapsen getriggert… so fühlte ich mich ein wenig überfahren. Es klärte sich später auf, dass unser Herr Preuß vor Ort gewesen war – das nahm der Kunde dann etwas widerwillig zur Kenntnis. Also wirklich ein besonderer Start.
Doch dann ging es richtig los: ein Anruf folgte dem nächsten; in (fast) jedem wurden neue Ideen und Wünsche besprochen – von Funktionalitäten über Technologie bis hin zu modernster Energie-Rückgewinnung… alles war irgendwann und irgendwie einmal Thema. Immer hatten wir den Eindruck, vieles sei noch unklar – auch wer der finale Lieferant sein würde. Überraschend zügig durfte ich dann mit der Inhaberin auf einen – sehr fairen – Auftrag die Hand schütteln, und überraschend klar kam dann auch die Ansage: „Herr Schwabe, Sie waren schon lange gesetzt“. Das tat dann auch mal gut.
Schnell machte sich unser Team ans Werk: Vor-Ort Besuch der Mannschaft – wir haben eine über 30 Jahre alte Anlage ersetzt und auch unsere Techniker wollten die Gegebenheiten gut kennen… dann rein in die Konstruktion – in 13 Monaten sollen die ersten Teile fallen!“
Nun aber genug der Vorgeschichte – hier kommen die Facts:
Der Kunde verarbeitet hauptsächlich verzinkte Bleche in den Güten DX51 und DC04 bis DC01, aber auch Blankstahl S220, S350 und sogar S420. Diese werden vollautomatisch zu einer großen Varianz Regalböden in industrieller Qualität verarbeitet. Dementsprechend hoch ist der Anspruch auf Richtergebnis und Maßgenauigkeit.
Zusätzlich sollen auch Edelstähle verarbeitet werden können. Damit diese empfindlichen Oberflächen geschont bleiben, haben die Sheet metal fans an allen berührenden Flächen und Walzen mit Beschichtungen und speziellen Materialien Vorkehrungen getroffen.
Eigentlich reichen die Materialdicken heute im Wesentlichen von ca. 0,6-1,25 Millimeter. Eigentlich. „Die Anlage soll fit sein für die Zukunft“, hieß es. So holte man sowohl nach unten als auch insbesondere nach oben noch einiges heraus und kann nun ab 0,4mm und bis 2,5mm verarbeiten. Im vollen Querschnitt fährt diese Linie bis 1.500 x 2,0 oder 950 x 2,5mm bei 250 MPa Streckgrenze. Die Coils dürfen maximal 15.000kg wiegen und 1,8m Durchmesser haben. Hier einmal für’s Gefühl: bei einem der Hauptmaterialien von ca. 1.075 x 0,7mm sind das 2,5 Kilometer Band auf einem Coil!
Kern jeder guten Querteilanlage: die Richtmaschine
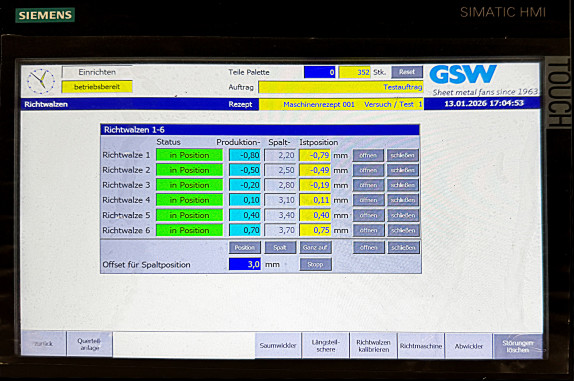
GSW beriet sich intensiv mit dem Kunden über die effizienteste Richttechnik für diese Anlage. Da Querteilanlagen vereinfacht formuliert „aus krummem Band gerades machen sollen“, ist das Richtwerk naturgemäß immer Kernstück und sehr wichtig für ein gutes Tafel-Produkt. Die Sheet metal fans stellten deshalb neben den eigenen Präzisions- und Feinrichtmaschinen auch Hochleistungsmaschinen vor. Wegen der hohen Investitions- und Betriebskosten der Hochleistungsmaschine und der bei den Feinrichtmaschinen fehlenden Möglichkeit, den Querwölbungsdefekt (Anmkg Red.: das ist die Krümmung quer zur Bandlaufrichtung) gezielt zu bearbeiten, entschied man sich gemeinsam für eine Präzisions-Richtmaschine. Die Kostenersparnis gegenüber einer Feinrichtmaschine ist laut den Sheet metal fans ca. 150tsd EURO, bei etwas höheren Betriebskosten (Antriebsleistung und Walzenverschleiß). Gegenüber der Hochleistungsmaschine seien es 300- bis 400tsd EURO, bei wesentlich höheren Betriebskosten aufgrund der erforderlichen Walzenwartung.
Kurz zur Unterscheidung der drei Typen: die Präzisions-Richtmaschine ist bei GSW eine Universal-Walzrichtmaschine in für diese Bauart sehr genauer und steifer Bauweise. Ihr Prädikat ist die lineare Einzelverstellung der aktiven Richtwalzen (also kein Richtblock).
Die Feinrichtmaschine hat bei GSW entweder 15 oder 21 Richtwalzen. Sie zeichnet sich durch sehr hohe Richtleistung aus und wird vorwiegend mit besonders kleinen Richtwalzendurchmessern gebaut. Aufgrund der engen Achsabstände arbeitet man hier mit einer Blockzustellung und immer mit Antrieb aller Walzen über Gelenkwellen.
Die Hochleistungsrichtmaschine ist konstruktiv ähnlich der Feinrichtmaschine, verfügt aber über eine Überbiegungs-Funktion für die unteren Richtwalzen (sog. Bombage) und teilweise über einen 2-achsig kippbaren oberen Richtblock. Damit kann man Defekte wie Randwellen herausrichten und Spannungen gezielt egalisieren. Solche baut GSW nicht selber, arbeitet jedoch mit namhaften deutschen Herstellern zusammen.
Dies erklärt, wird klar, dass der (Richt-)Erfolg der hoch effizienten Präzisions-Richtmaschine auch von der Qualität des Coilmaterials abhängig ist. Somit eignen die Hochleistungs-Richtmaschinen sich vereinfacht gesagt besonders für Unternehmen, die „mit Richten Geld verdienen wollen“ oder dort, wo der Einkauf schwacher Coilqualität durch hohe Volumina oder Verfügbarkeit diktiert bzw. gerechtfertigt wird.
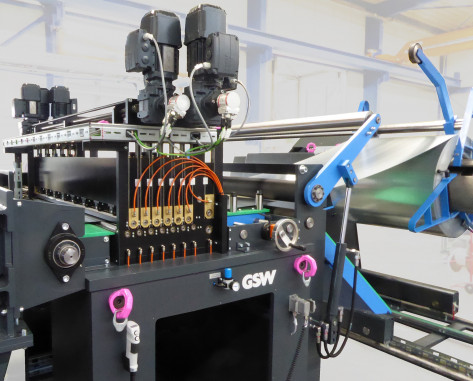
Bei der gewählten Maschine des GSW-Typs RMZ 150/134 haben die Sheet metal fans ihre Konstruktion mit 40er Richtwalze „durchmaximiert“ – d.h. in Verbindung mit der Kernkompetenz dieser Maschine – der Einzelwalzenzustellung – eine dem Bauraum nach größtmögliche Aussteiffung vorgenommen. So haben die 6 Richtachsen (13 Richtwalzen) nun eine 8-fach Abstützung mit entsprechend großen Stütztraversen (oben) und ausgesteiftem Unterbau erhalten. Eine Herausforderung war die automatische Verstellung der Richtwalzen – denn die dafür notwendigen Motore waren räumlich aufgrund der nötigen Baugröße nicht einfach unterzukriegen. Die Sheet metal fans lösten dies, indem sie die Getriebemotore horizontal versetzt einbauten.
Wie bei einer Feinrichtmaschine werden auch hier alle Richtwalzen über ein Verteilergetriebe angetrieben. Dies baut GSW selbst und ist stolz, dass wieder der Einsatz von dauergeschmierten Gelenkwellen möglich war, die bei Instandhaltung und Kosten erhebliche Vorteile bieten. Mit den im Getriebeverbund integrierten großen Einzugswalzen können die notwendigen Richt- und Antriebskräfte so optimal übertragen werden.
„6 Richtachsen helfen, dass wir eine sehr gute Ebenheit erzielen; außerdem müssen wir die Zustellung über den gesamten Coilverlauf nicht nachkorrigieren“, freut Benjamin Schwabe sich. „Die Leistung dieser Maschine ist nicht nur im Spektrum sehr groß und ca. 30 Prozent höher als unsere bisherigen Ausführungen mit 40mm Richtwalzendurchmesser, sondern eben auch in einer Breitbandmaschine verbaut.“ Und das sei für eine solche Maschinengeometrie mit den einzeln zustellbaren Oberwalzen wirklich außergewöhnlich, erklärt er weiter.
Coils wiegen und die Daten digital verarbeiten
Das in der Einleitung genannte Innovationsfeuerwerk fängt laut den Sheet metal fans aber nicht erst in der weiterentwickelten Richtmaschine, sondern schon eine Station vorher an- und zwar ganz am Anfang der Produktionslinie: der 15t-Ladestuhl wurde mit Wägezellen ausgestattet. So kann das tatsächliche Coilgewicht schnell und sicher ermittelt werden. Da der Kunde Coils auch häufig wieder einlagert, hilft dies dabei, die Lieferfähigkeit genau zu kennen. Dafür werden die ermittelten Gewichte nicht nur angezeigt, sondern auch digital erfasst. „Unser Coilrechner kann das per mathematischer Formel zwar auch“, erklärt Benjamin Schwabe, „aber mit den geeichten Wägezellen hat der Kunde einen belegbaren Wert und es gibt keinen Raum für Abschreibfehler oder dergleichen“.

Dickenmessung im Hundertstel-Bereich
Am Auslauf der Richtmaschine folgt nun eine wichtige Neuheit bei den Sheet metal fans. Ausdrücklich ist man in Kempen dem Kunden dankbar, dass er hartnäckig auf einer „High-End“ Lösung in diesem Bereich bestanden hat. Und zwar wird hier die Blechdicke permanent gemessen. Ursprünglich hatte man dies im Zehntelbereich und mit einer einfachen Anzeige angeboten – am Ende sollte es dann aber in den Hundertstelbereich und die digitale Verarbeitung der Daten gehen. Damit die empfindlichen und hochgenauen Geräte (GSW hat sich für Fa. Keyence als Partner entschieden) geschützt und fehlerfrei funktionieren, musste der Einbau entsprechend konstruiert werden. Die Sheet metal fans haben daher besonders auf Steifigkeit und Vibrationsarmut geachtet, um dies möglich zu machen.
„Für unseren Kunden ist die Dickenmessung in vielerlei Hinsicht eine große Hilfe,“ erklärt Christof Bongartz, Projektleiter bei GSW. Nicht nur könne er damit sicherstellen, dass die Regalböden die Normdicke (und damit die zugesagte Tragkraft!) auch tatsächlich erreichen, sondern auch Einkauf und Produktionssteuerung helfe dies, die richtigen Mengen (also die aus einem Coil zu produzierenden Stückzahlen) zu kennen. Bei den zuvor genannten Bandlängen von 2,5 Kilometern würde eine positive Abweichung um bspw. 3 Hundertstel in der Dicke bei einem gängigen Produkt von 534mm Länge bereits eine Untermenge von ca. 180 Teilen bedeuten!
Besäumen in Längsteil-Qualität
Im Anschluss an die Dickenmessung kann das Material besäumt werden. Das konnte die alte Anlage auch bereits, und man wollte sich diese Möglichkeit erhalten. Auch hier wird der Einkauf flexibilisiert, da im Zweifel auf vorhandene Coilbreiten zurückgegriffen werden kann und nicht auf den Millimeter genau bestellt werden muss. Die GSW-Besäumschere ist baugleich mit ihrer Produktionsschere – dementsprechend hochwertig darf man die Schnittqualität erwarten.
Die Sheet metal fans sind aber auch bei dieser Komponente gleich zwei Mal in die Innovation gegangen: anstelle der standardisierten Breitband-Maschine mit 180er Messerwellen (Durchmesser), entwickelte man eine neue Größe mit 140er Wellen. Dies verhilft zu leichteren und günstigeren Werkzeugen und erweitert das Portfolio. Zum zweiten wurde die Saumwickel-Technik erweitert: und zwar wird nun nicht mehr mit einem einfachen Drehmagneten und einer Risskontrolle über Hebelarm gearbeitet, sondern mittels einer sog. Drehmoment-Klammerung und der Risskontrolle über Geber (hier wird dann die Überdrehzahl erkannt). Damit soll neben verbesserter Wicklung selbst auch die Fähigkeit erhöht werden sowohl bei dünnen als auch dickem Band in der Kraft flexibler und damit Abriss-sicherer zu arbeiten.
„Die alte Linie hatte anstelle von Saumwicklern zwei kleine Hacker links uns rechts verbaut“, erinnert Benjamin Schwabe sich. Diese Methode bevorzugt mancher Betreiber wegen der geringen Schrott-Volumina und dadurch etwas besseren Preise aus der Wiederverwertung. Allerdings haben für die Sheet metal fans diese einfachen Geräte zwei entscheidende Nachteile: Lärm und Leistung. Beide sind unmittelbar abhängig von der Materialdicke und -festigkeit. Wo bei weichen Stählen bspw. unter 1mm Dicke noch „alles im grünen“ ist, steigt danach das Schnittgeräusch stark an. Ein weiterer Nachteil ist die eingeschränkte Schnittgeschwindigkeit und damit die Limitierung der möglichen Bandgeschwindigkeit. Aufgrund des Kundenwunsches, in der Zukunft auch größere Dicken verarbeiten zu können, entfiel dieses Konzept.
„Mittlerweile haben wir auch eine eigene Lösung mit Rotations-Schneidköpfen mit elektrischem Antrieb bei GSW“, ergänzt Schwabe noch. „Diese eignen sich vor allem für Längsteilanlagen und auch dort eher bei hohen Geschwindigkeiten und für größere Besäumbreiten“. Man habe das Konzept auch im Kundenfall durchgerechnet und sei aus Kosten- und Platzgründen bei den Wicklern geblieben.

Arrondieren für Breitband neu gedacht
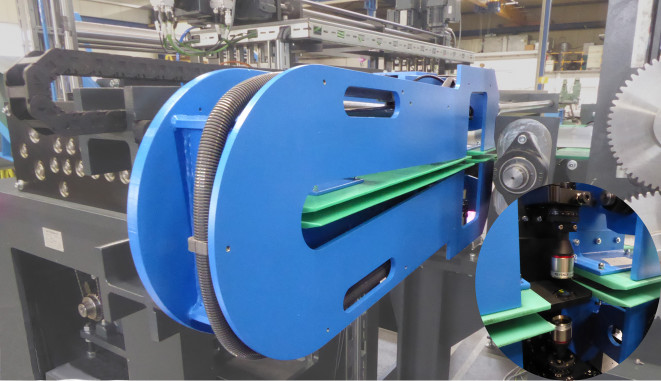
Da die Anlage häufig besäumt, wünschte der Kunde sich noch eine Einrichtung, mit der der Kantengrat reduziert werden kann. Keine vollumfängliche Entgratung (das wäre eine Maschine, die einen gezielten weichen Radius schält oder schleift), sondern ein Verquetschen für reduzierte Schnittgefahr.
„Wir haben schon häufig solche Arrondierrollen eingesetzt“, lauscht man dem Sheet metal fan weiter. „Dabei handelt es sich um eine angepasste Bandseitenführung, deren Rollen der Materialdicke entsprechende Einstiche (mit V-Kehle) haben und dauerhaft an das Material gedrückt werden. Die in einem Federpaket gelagerten Rollen gleichen Breitenschwankungen aus.“
Aufgrund der großen Breite überlegten die GSW-Mannen sich pneumatisch anstellbare Niederhalterollen am Ein- und Auslauf, um ein eventuell auftretendes Aufbiegen des Materials verhindern zu können. Die Rollen sind gummiert und laufen sehr leicht; das Anstellen und Abheben erfolgt über Kurzhubzylinder.
Benjamin Schwabe lacht: „Ich war richtig enttäuscht – unsere Schnittqualität der Besäumeinrichtung ist so gut, dass wir diese schöne Erfindung gar nicht wirklich brauchen. Aber funktionieren tut sie – das haben wir getestet!“
Jetzt haben Sie schon so weit gelesen – aber die Innovation ist noch nicht zu Ende…
Wir kommen gleich zur weiterentwickelten Servo-Abstapelung.
Vorher müssen wir aber das Material noch bis dorthin bringen: Nachdem das Material die Besäumeinheit verlassen hat und durch eine Schlaufe mit Grube gelaufen und arrondiert wurde, erfolgen nun die Präzisions-Zentrierung, der Taktvorschub und der Scherenschnitt.
Zu diesem Ablauf ein paar Anmerkungen:
Die Schlaufe wird hydraulisch überbrückt, die zwei aufgeständerten Brückenelemente werden bei Bandende stufenweise nach oben getaktet. So fällt das Material nicht in die Grube und verkratzt.
Die Bandführung ist ca. 600mm lang und arbeitet mit liegenden Wälzlagern, die das Material leiten. Ihre Verstellung funktioniert mit Handrad auf Linearschienen. Durch diese Konstruktion kann auch empfindliches Material perfekt für den Schnitt zentriert werden.
Der Vorschub wurde für hohe Dynamik und empfindliches Material weiterentwickelt: zur Reduktion des Walzengewichtes verwandte man statt des „Standards“ einer 160er Walze nun den Durchmesser 120mm, stützte diese Walzen dann jedoch gegen Durchbiegung ab.

Produktionsschere mit Dachschnitt-Messer für sichere Teileausfuhr
Die Schere – übrigens sind Scheren ein „OEM-Schlager“ bei GSW, da viele andere Bandanlagenhersteller diese dort zukaufen – erhielt einen sogenannten Dachschnitt. Das bedeutet, das aktive Obermesser hat keinen einseitigen Schnittwinkel, sondern von außen nach innen gleichmäßig ansteigend einen zweiseitigen. Technisch ist dabei folgendes ziemlich wichtig: das Messer ist aus einem Stück hergestellt (und nicht, wie bei kostenorientierten Anbietern, aus zwei geraden Messern im Winkel aneinandergesetzt)! Damit wird effektiv verhindert, dass im Oberen V ein Schneidbutzen zurückbleibt.
Warum Dachschnitt? Und zwar werden die geschnittenen Tafeln über ein Förderband weitertransportiert. Das Förderband läuft im Gegensatz zum Walzenvorschub, der im Aussetzbetrieb arbeitet, kontinuierlich und bis ca. 90m/min schnell. Während nun die Schere im Prozess ist, das gestoppte Band zu trennen, zieht das Förderband an der Materialunterseite. Würde das Material nicht genau in der Mitte final abgetrennt, so würde die Tafel schief gezogen und könnte folglich nicht sicher abgestapelt werden.
„Eigentlich könnte man auch ohne Förderband arbeiten“, erklärt B. Schwabe. Denn GSW hat auch kompakte Lösungen gebaut, bei denen die Abstapelung direkt an der Schere passiert. Nachteil hier: eine Sichtprüfung der Tafel ist nur nach Anlagenhalt möglich, indem man – mehr oder weniger umständlich – eine Tafel aus der Abstapelung entnimmt. Gleiches gilt dann für den Schrott bei Anschnitt und am Ende des Coils – für diese gibt es keine Schrottweiche.
Bequeme Probeteilentnahme während des Automatikbetriebes
GSWs Kunde wollte aber gerne sowohl die Tafeln prüfen als auch Schrott bequem entsorgen. Und – hier kommt wieder die Dynamik des Kunden zum Tragen… denn einfach im Bereich des Förderbands die Oberfläche visuell prüfen und für die Entnahme die Anlage kurz anhalten, reichte ihm nicht: man wollte einzelne Bleche ausschleusen können, aber den Automatikmodus nicht verlassen.
Hier, glaubt Benjamin Schwabe, ist bei der Querteilanlage wohl der meiste Hirnschmalz eingeflossen. Die Lösung war am Ende so, dass man den gesamten Rahmen der Abstapelung über das Förderband verlängerte und dieses dort aufhing. Somit konnte das Förderband nach oben abgehoben werden. Darunter baute man eine Schubladenkonstruktion, die ein Einzelblech empfangen kann. Dafür wird auch sie pneumatisch angehoben, und über ein spezielles Programm wird im fortbestehenden Automatikbetrieb ein Blech geschnitten, welches dann über in eine große Platte eingelassene Röllchen in die Kassette der Schublade rutscht.
Der Clou: die Schublade wurde so gebaut, dass sie Teil der Sicherheitseinrichtung der Anlage wurde. Das ermöglicht eine platzsparende, manuelle Funktion bei gleichzeitig optimaler Sicherheit des Bedieners. Dieser fordert einfach den Probeschnitt an und entriegelt anschließend die pneumatisch gesicherte Schublade per weiterem Knopfdruck. Jetzt kann er die Tafel sicher und bequem entnehmen und prüfen. Die Schublade kann er zu einem beliebigen Zeitpunkt wieder zurückschieben. In der Endlage sichert sie sich dann von selbst.

Made in Kempen: Servo-Fingerstapler für dynamische Herstellung kratzfreier Stapel
Wie oben angesprochen, läuft das Förderband kontinuierlich, um die Tafeln von der Schere weg zur Abstapelung zu verbringen. Damit von einem Blech zum nächsten kein Stau entsteht und der Stapler Zeit bekommt, die Tafeln ordentlich zu takten, ist die Bahngeschwindigkeit des Förderbands höher als die des Walzenvorschubes. Derart „auf Speed“ fliegen die Tafeln quasi über die horizontalen Finger des Staplers und nach der schnellen Servo-Öffnung derselben dann in die Kassette, die sie auf wenige Millimeter genau über das darunter liegende Blech gleiten lässt. Ein Hinteranschlag sorgt dafür, dass dies auch über die Länge der Tafeln so genau sein darf. „Wir haben, um immer sicher abzulegen und auch eine Lücke von Tafel zu Tafel steuern zu können, zwischen Förderband und Stapler ein Walzenpaar installiert,“ erklärt Benjamin Schwabe. „Dieser Treiber verfügt über einen dynamischen Antrieb und kann die Tafel nochmals vom Förderband weg beschleunigen. Gleichzeitig ermöglicht er aber auch, dass man die Tafel bremst um ihre Energie, mit der sie auf den Hinteranschlag trifft, zu reduzieren. Wir haben hier sehr gut daran getan, uns diese Regelmöglichkeiten zu geben, denn es hat sich gezeigt, dass kurze Teile für die Bildung der Lücken beschleunigt werden müssen, lange Teile dagegen bis zu ca. 20% im Vortrieb reduziert werden müssen, damit sie ohne Schaden abgelegt werden könne. Diese stellen, was die Lückenbildung betrifft, aufgrund der geringeren Taktzahl kein Problem dar.“
So wie der Prozess auf dieser Querteilanlage mit der digitalen Wägeeinrichtung schon mit einer Innovation beginnt, so endet er auch mit neuen Ideen im Bereich der Ausgabe der fertigen Stapel.
Hier freuen die Sheet metal fans sich über eine tolle Idee des Kunden. Und zwar schränkten die räumlichen Bedingungen mit einem Durchgang am langen Ende und einer durchgehenden Hallenwand direkt hinter der Anlage die möglichen Automationslösungen deutlich ein. „Wir haben flexibel reagieren können, und unser L-förmiges Design mit Einfahrt der Leerpalette von der langen Seite und Ausfahrt der fertigen Stapel nach vorne, Richtung Bediener, für die Bedingungen angepasst. Das hat unserm Kunden aber in seine Produktionshalle hinein aber immer noch zu viel Platz weggenommen,“ erinnert Schwabe sich.
Dann kam wieder eine dieser „wilden Ideen“ aus der Hüfte geschossen: „Warum fahren wir nicht übereinander??“, meinte der Kunde. Damit waren die Sheet metal fans zunächst fast ein wenig überfahren. Als man der Idee aber nachging und – wie der GSW-Chef gerne sagt „mal ein paar Striche aufs Papier gemacht wurden“, zeigte sich die Genialität dieses Kniffs.
Doppelstöckige Palettenautomation für minimalen Platzbedarf
Was hier nun realisiert wurde, funktioniert wie folgt: auf der langen Seite des Staplers sind zwei Rollenbahnen übereinandergebaut. Die untere fördert Leerpaletten ein (dafür verfügt sie über eine integrierte Zentrierfunktion) und die obere Schwerlastbahn bringt die vollen wieder heraus. Der im Stapler stehende Hubtisch kann dafür an zwei Positionen anhalten, und auf seiner Tischfläche ist eine zweite Schwerlastbahn aufgebaut. Damit die Durchlaufhöhe der Gesamtanlage auf dem geplanten, ergonomischen Maß bleiben konnte und Durchdringungen vermieden wurden, stellte man kurzerhand den Hubtisch in eine ca. 600mm tiefe Grube. „So konnten wir sogar die großen Stapelhöhen von maximal 700mm inklusive Palette erhalten“, freut Projektleiter Bongartz sich. „Nicht nur verfügt das System über den gleichen hohen Automationsgrad wie eine „Standardlösung“, sondern man hält den kompletten Raum vor der Linie frei, ohne auf der langen Seite mehr zu benötigen.“
Wenn die Bleche in gewünschter Menge zum Stapel gewachsen sind und die Charge gewechselt werden kann, spukt ein mittels zusätzlichem PC verwalteter Drucker das passende Etikett aus. Hier werden sowohl Daten aus der Anlage als auch aus der Warenwirtschaft des Kunden verarbeitet. Die Sheet metal fans haben hier in enger Abstimmung mit dem Regalbauer zusammengearbeitet und Prozesse und Format für ihn optimiert.
Aber, gibt es mit all den Innovationen und all der Begeisterung auch Kritik? Der Projektleiter denkt kurz nach und resümiert dann mit einem Augenzwinkern: „hätten wir gewusst, welchen Detail-Aufwand die ganzen Ideen am Ende wirklich bedeuteten – und das gilt sowohl für die Konstruktion als auch die Programmierung der Linie – hätte ich uns gerne bei Zeit und Geld ein wenig mehr gegönnt. Aber dafür geht’s beim nächsten Mal erstens deutlich schneller und – wer diese Linie sieht, wird auch ein bisschen Reibung zwischen Daumen und Zeigefinger vertragen!“