

Innovative manufacturing solutions, modern machine technology, and highly automated and digitized production – these factors make a decisive contribution to competitiveness at a manufacturer of deep-drawn and formed parts for the automotive industry. Component cleaning must not only fit smoothly into this continuous process chain, but also meet high cleanliness specifications. For this purpose, the company uses spray cleaning systems from Karl Roll designed to meet specific requirements.
In order to produce components for automotive OEMs and their suppliers as well as for the commercial vehicle and agricultural machinery industries in Germany competitively, ideas and innovative spirit are needed. Fischer & Kaufmann GmbH & Co. KG (FIUKA) has had both since it was founded in 1938 in Finnentrop, Sauerland. Whereas back then it was mainly tools that were manufactured, today it is high-precision and weight-optimized deep-drawn and formed parts for airbag, drive, transmission, chassis and exhaust technology as well as electromobility. The family-owned company has thus established itself as a system partner to the automotive industry, with activities ranging from component design and simulation to prototype construction and large-volume series production, including 100-percent measurement of product-relevant features and assembly production. The components are produced in automated and digitized production lines, using different technologies such as stamping, deep drawing, roller burnishing and flow-forming, in-house machining and various welding processes. Also integrated into the production lines are the systems for component cleaning, which are loaded and unloaded by robots.
© Fischer & Kaufmann
Higher cleanliness specifications require optimized cleaning
The increase in capacity for a transmission part, where higher cleanliness specifications had to be met at the same time, made it necessary to invest in a second cleaning system for this application about five years ago. “Since there were always problems with the existing plant, we wanted to change. One of our machine suppliers brought Karl Roll to our attention. We then carried out cleaning trials with this and two other plant manufacturers. Roll delivered the best cleaning result, a reasonable price-performance ratio and also the size of the plant was optimally adapted for integration into our production line,” reports Tobias Heutger, Technical Managing Director at Fiuka. In the meantime, another cleaning system from Roll is being used for this application. Here, too, the plant manufacturer from Mühlacker prevailed over several competitors.
Clean lamellae carriers quickly and according to requirements
The next investment in a cleaning system was required for a production line in which lamella beams are produced. The component is manufactured from a forged blank of quenched and tempered steel. Machining is performed first, followed by a flow-forming process. This technology can be used to introduce various wall thickness gradients, internal contours and precise serrations. This makes it possible to manufacture the lamellae carriers in one piece instead of the usual two parts, thus saving costs. Defined component areas are then selectively laser-hardened, and the complete lamellae beam is finish-turned to the exact dimension, measured, laser-cut and ECM-deburred. Residues from each of these processes remain on the component. “Stably meeting the cleanliness requirement of no particles larger than 900 micrometers and less than one milligram of particles per component during cleaning is not easy. Although we have integrated filters in ECM deburring, there are still a lot of small particles on the surfaces and in holes of the parts that adhere very well,” explains Tobias Heutger. In addition, cleaning must be carried out quickly and with process reliability, as 400,000 lamellae beams have to be produced per year. “Since Roll has met our requirements very well so far and we didn’t want to experiment with the cleaning system for the lamellae carriers, we placed an order with them directly,” says the managing director, explaining the decision without a selection process.

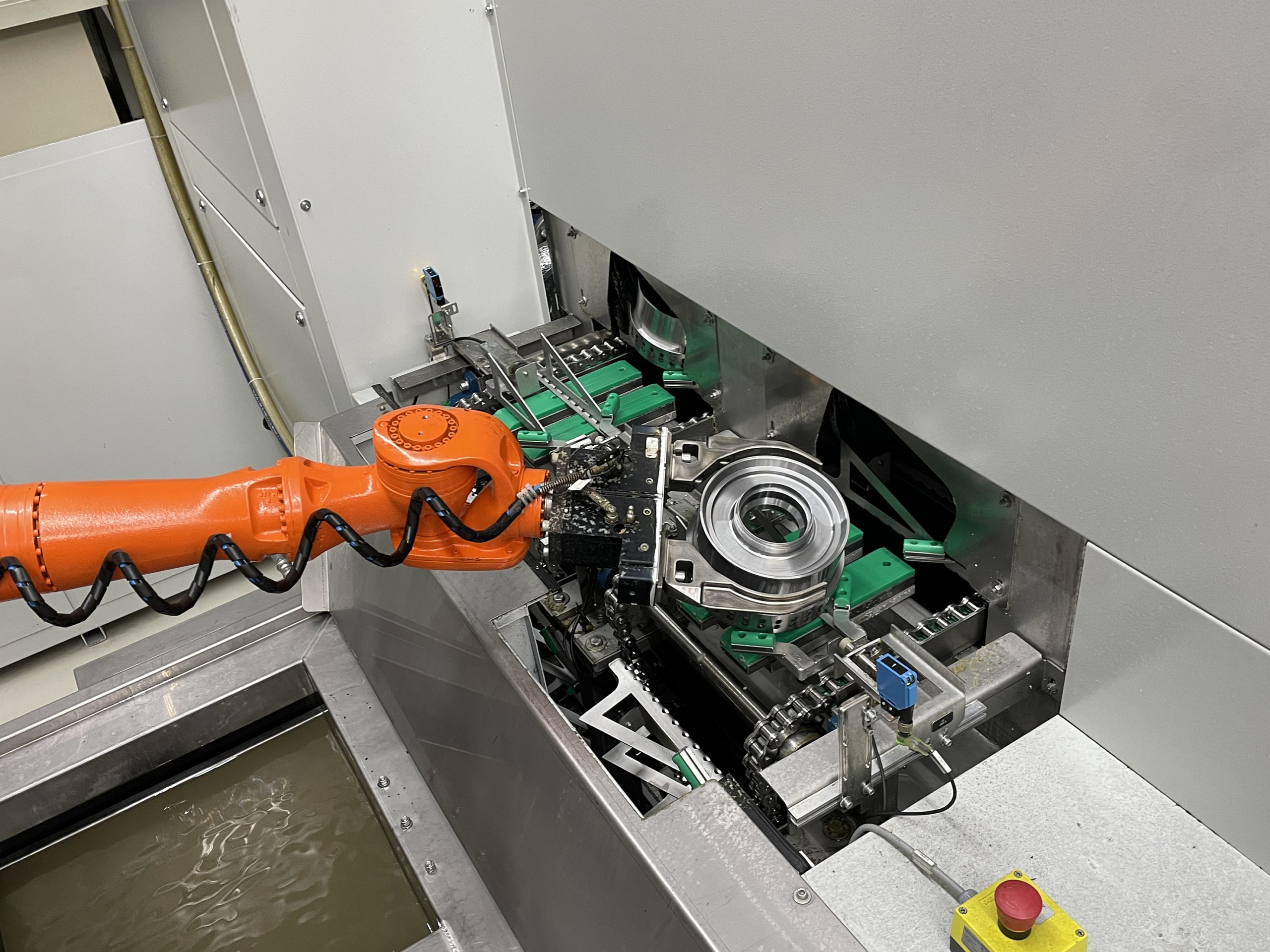
© Fischer & Kaufmann
Single part cleaning in the production cycle
The continuous spray cleaning system designed by Roll for this application is designed for parallel cleaning of two lamella carriers and is integrated into the line directly after ECM deburring. The cycle time is 60 seconds. The robot removes two parts in succession, briefly immerses them in an ultrasonic basin to remove coarse impurities and the electrolyte from the deburring process, and positions them on part-specific workpiece carriers on the transport system of the cleaning system. The correct position is checked by means of a light barrier and mechanical collision check. In the first station, cleaning is carried out with a water-based, weakly alkaline cleaner. To meet the high cleanliness requirements, the parts are pressurized with a flow rate of up to250 l/min and a pressure of up to 3.5 bar through full cone and flat spray nozzles. To minimize carryover of cleaning medium into the first rinsing process, a blow-off device is integrated for each lane. The three rinsing stations operate at a pressure of up to 1.8 bar and a maximum flow rate of 180 l/min. After the last rinsing step, blow-off units reduce the amount of water. This, together with the increased dryer capacity, helps to ensure that the lamella beams come out of the line completely dry within the cycle time of 60 seconds.
Both cleaning and rinsing steps are carried out with deionized water, for the treatment of which a mixed-bed ion exchanger is integrated.
Economic operation due to evaporator
Effective preparation of the cleaning and rinsing media played an important role here from two aspects. If the system has to be shut down for a bath change, this affects the entire production line. On the other hand, long bath service lives ensure resource-saving operation. Therefore, in addition to switchable double filter systems for the media from the cleaning and first rinsing baths, an evaporator was integrated. The liquids from the rinsing baths are continuously prepared in it, and the cleaning medium in defined cycles. The treated water is used to replenish the entire plant. The high recovery rate of around 90 percent enables savings of around 12,000 euros per year compared to a system without an evaporator.
Next plants already in planning
The next projects in the field of electromobility are already underway at Fiuka. A new hall with around 1,500 square meters of production space is being built for this purpose at the company’s headquarters in Finnentrop, where lines for the production of planetary gear carriers, pistons and piston guides will be set up. The equipment here again includes cleaning systems from Roll. The first will be delivered in November 2023.
Web:
www.karl-roll.de