

Gegen Fachkräftemangel hilft Technik: Eine neue Strahl-Bohr-Säge-Linie bei einem Stahlbauer benötigt weniger Personal, steigert den Output und integriert zusätzliche Bearbeitungsschritte. Durch die Automatisierung gelingt eine Steigerung der Produktivität.
Butzkies Stahlbau aus Krempe, rund 50 km nordwestlich von Hamburg, blickt auf eine über hundertjährige Unternehmensgeschichte zurück. Das Unternehmen wurde 1912 gegründet und entwickelte sich weiter, bis es 1970 an den heutigen Standort am Ortsrand von Krempe zog. Rund 160 Mitarbeiter, darunter etwa 80 in der Produktion, arbeiten heute am Hauptstandort, ergänzt durch weitere Einheiten der Butzkies‑Gruppe mit insgesamt rund 240 Beschäftigten. „Wir sind inhabergeführter Mittelständler im Bereich Stahlbau, Stahlhallenbau und schlüsselfertiger Industriebau“, sagt Patrick Baade, Betriebsleiter bei Butzkies Stahlbau. Ergänzt wird das Leistungsspektrum durch eine eigene Schlosserei, in der Treppen, Tore oder Balkone gefertigt werden.

© Behringer
Träger-Anarbeitung brauchte modernere Anlage
Die Anarbeitungslinie für Stahlträger war im Laufe der Zeit etwas in die Jahre gekommen. „Wir haben konventionell vorher mit zwei Säge‑Bohr‑Anlagen gearbeitet, in Back‑to‑Back‑Aufstellung. Das heißt, vier Maschinenbediener haben die Säge‑Bohranlage in zwei Schichten bedient, danach haben wir gestrahlt“, erläutert Baade. Dieser mehrstufige und wenig vernetzte Ablauf prägte die frühere Struktur der Träger-Anarbeitung. Eine durchgängige, automatische Stahlbearbeitung war so nicht realisierbar. Butzkies suchte daher nach einer vollautomatischen, prozesssicheren Anlage mit hohem Automatisierungsgrad und minimalem Bedienaufwand.
Trotz sinkender Verfügbarkeit qualifizierter Fachkräfte sollte der bisherige Anlagenoutput gesichert und im Idealfall sogar mehr Arbeit über die Anlage abgewickelt werden. Diese Situation führte zur Entscheidung, die bestehende Struktur mit zwei Säge‑Bohr‑Anlagen in Back‑to‑Back‑Aufstellung durch eine moderne Split‑Line zu ersetzen.
Ein Mitarbeiter genügt zur Bedienung
„Unsere neue Trägerlinie beinhaltet die Prozesse Strahlen, Bohren, Sägen – das alles in Vollautomatik. Wir haben uns bewusst für Partners for Steel entschieden, weil wir das Gefühl hatten, dass die Automatik hier am ausgereiftesten war und wir für uns die größte Prozesssicherheit in dieser Linie gesehen haben“, erläutert Patrick Baade.
© Behringer
Mit der neuen Anlage kann der gesamte Prozess tagsüber von nur einer Bedienperson überwacht werden, die gleichzeitig Strahlanlage, Bohranlage und Säge im Blick behält. Darüber hinaus ermöglicht die hohe Automatisierung der Linie den Betrieb in weitgehend mannlosen Schichten, wodurch die Produktivität insgesamt deutlich gesteigert wird.
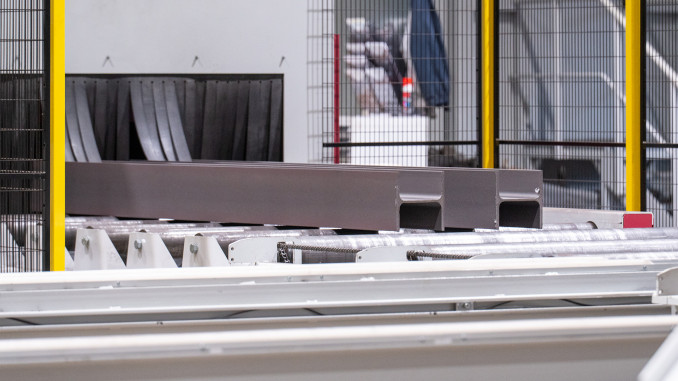
Das Rohmaterial wird per Lkw angeliefert und im Außenbereich zwischengelagert. Mit dem Hallenkran erfolgt die Beladung der rund 20 m langen Träger und Profile auf die vollautomatische Bearbeitungslinie.
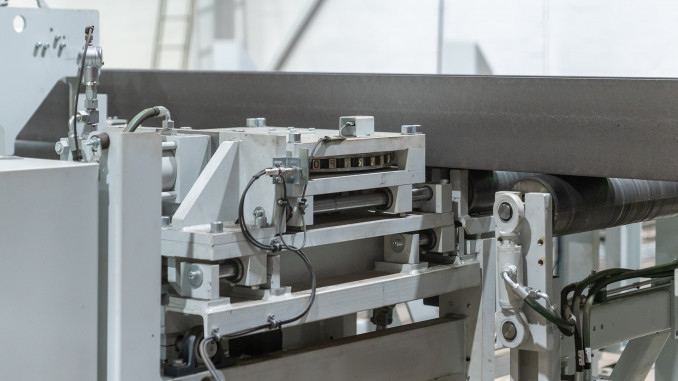
Im ersten Schritt erfolgt die Oberflächenvorbereitung der Stahlprofile in der Rösler Rollenbahn‑Strahlanlage RRB 16/5. Vor dem Strahlvorgang wird das Material durch eine Abblasvorrichtung geführt, die lose Verschmutzungen und Feuchtigkeit entfernt. Anschließend beseitigt das Strahlmittel Rost, Zunder und Anhaftungen an allen Seiten des Werkstücks. Nach dem Strahlen reinigen Bürsten die Oberfläche und das Strahlmittel wird zurück in den Kreislauf geführt.
Im Anschluss an den Strahlprozess stehen zwei Möglichkeiten zur Auswahl: Das Ausschleusen der gestrahlten Träger und ihre Entnahme per Hallenkran, oder die Übergabe der gestrahlten Träger an die Bohr- und Fräsmaschine von Vernet Behringer.

© Behringer
Greifer übernimmt auch das Spannen und Positionieren
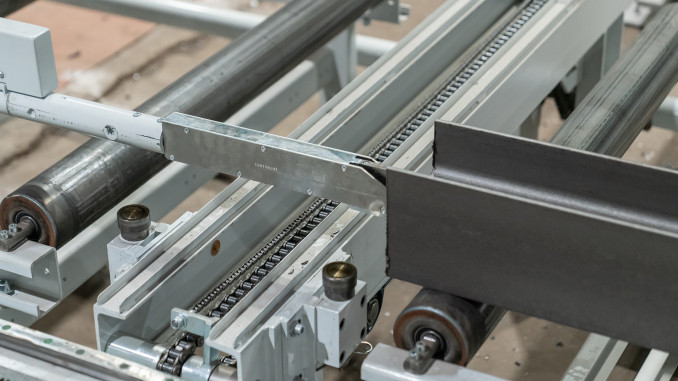
Im zweiten Fall übernehmen die Querförderer mit Hebenocken nach dem Strahlen den Weitertransport der Stahlträger und dienen gleichzeitig als Pufferbereich zwischen der Strahlanlage und der Bohranlage. Anschließend werden die Profile auf der Rollenbahn vereinzelt, bevor der Greiferwagen das Handling übernimmt. Dieser Greifer kann auch schwere Stahlprofile stabil und prozesssicher bewegen und ist zugleich für das Spannen und Positionieren während des Bohr‑, Fräs‑ oder Markiervorgangs verantwortlich. Damit schafft er die Grundlage für die präzise Bearbeitung im Profilbearbeitungszentrum HDX.
Das Hochgeschwindigkeits‑Bohr‑ und Fräszentrum HDX kann mit drei unabhängigen Bearbeitungsachsen die Stahlprofile auf drei Seiten gleichzeitig bearbeiteen, was die Effizienz steigert. Die Maschine ermöglicht eine vollständige Anarbeitung in einem Durchlauf, einschließlich Bohren, Fräsen, Langlochfräsen, Gewindebohren, Ritz‑Markieren und Ausklinken. Besonders hervorzuheben sind Hartmetallbohrungen bis zu 50 mm Durchmesser sowie das Bohren mit Entgratung. Ein automatischer Werkzeugwechsel unterstützt diesen breiten Funktionsumfang und sorgt für kurze Bearbeitungszeiten sowie hohe Prozessstabilität.
Für eine weitgehend autonome Produktion ist das HDX‑Zentrum auf bedienerlose Schichten ausgelegt. Vollständig automatisierte Bearbeitungszyklen können programmiert und über Nacht abgearbeitet werden. Eine Videoüberwachung der Bohreinheit sowie automatische Produktionsrückmeldungen per E‑Mail ermöglichen die Überwachung des Prozesses aus der Ferne.
Ein weiterer Vorteil ist das Ritz‑Markieren, mit dem spätere Schweißpositionen dauerhaft gekennzeichnet werden – ein entscheidendes Plus für die nachgelagerten Montageschritte und die Qualitätssicherung.

© Behringer
Verkettete Anlage gibt Auftragsdaten weiter
Nach der Bohranlage werden die Stahlträger erneut über Querförderer an die Sägestation übergeben. Auch hier dienen die Querförderbereiche als Pufferlager zwischen Bohreinheit und Bandsäge, was einen kontinuierlichen Materialfluss gewährleistet. Ein Greiferwagen übernimmt den vereinzelten Stab und positioniert ihn für den Sägeschnitt. Die Vermessung des Profils erfolgt über die Stabanfangserkennung, während alle weiteren Bearbeitungsinformationen – wie Abschnittlängen und Gehrungseinstellungen – direkt aus den Auftragsdaten der verketteten Anlage stammen.
Eine Typenrad‑Markier- und Prägeeinheit schlägt die Buchstaben und Zahlen für den Auftrag in das Material ein. Diese Kennzeichnung bleibt selbst nach der Lackierung erkennbar und trägt zur Rückverfolgbarkeit und Qualitätssicherung bei. Mit der Behringer-Gehrungsbandsäge HBE610‑1256G werden die Stahlprofile anschließend abgelängt oder auf Gehrung geschnitten. Die Abfuhrseite hinter der Säge ist in mehrere Zonen unterteilt, sodass unterschiedliche Abschnittlängen prozesssicher ausgeschleust und entsprechend weiterverarbeitet werden können.
Kurze Anschnitte und Reststücke werden in eine Metallschrottbox abgeschoben. Abschnitte bis zu 2,5 m Länge gelangen mit der Abschiebeeinheit auf einen Ablagetisch mit geschlossener Oberfläche, der verhindert, dass Teile herunterfallen. Für Schüttgut‑Bearbeitungen steht zudem eine separate Box bereit, in der das lose Material sicher aufgefangen wird. Träger mit Längen von über 2,5 m werden per Querförderer in das Abfuhrmagazin transportiert. Dieses kann über die Anlagensteuerung in zwei Zonen aufgeteilt werden: entweder für Träger mit maximal 8,5 m Länge oder als große Sammelzone für Stahlprofile bis zu 19,2 m. So bleibt die Anlage auch bei wechselnden Auftragsstrukturen flexibel.

© Behringer
Roboter bearbeitet Stahlträger weiter
Nach dem Strahlen, Bohren und Sägen werden die fertig bearbeiteten Stahlträger am Ende der vollautomatisierten Strahl‑, Bohr‑ und Sägelinie per Hallenkran entnommen. Anschließend gelangen die Bauteile zur Weiterbearbeitung auf den neu angeschafften Montage- und Schweißroboter Zeman Steel Beam Assembler von Lincoln Electronics.
Bei Butzkies dient der Steel Beam Assembler in erster Linie als Montagehelfer. Er setzt Verbindungselemente, Winkel, Platten und Flansche positionsgenau in die Stahlträger ein und heftet diese mittels Punktschweißen an den vorgesehenen Stellen an. Das abschließende Durchschweißen der Nähte übernehmen weiterhin qualifizierte Fachkräfte.
Im letzten Fertigungsschritt vor dem Versand durchlaufen alle Bauteile die Lackiererei. Dort werden sie nach Kundenwunsch grundiert und lackiert. Ein wichtiger Beitrag zu Korrosionsschutz, Langlebigkeit und Gesamtoptik.
Die Sicherheit entlang der gesamten Bearbeitungslinie wird durch ein umfassendes Schutzkonzept sichergestellt. Belade- und Entnahmebereiche, die im laufenden Betrieb zugänglich bleiben müssen, sind mit Lichtschranken ausgestattet. Andere Zonen sind durch 2 m hohe Schutzzäune abgesichert. Ergänzend gewährleisten Lichtgitter sowie Not‑Aus‑Schalter eine schnelle Reaktion im Ernstfall.
© Behringer
Software sorgt für maximalen Durchsatz
Für die Steuerung setzt Butzkies Stahlbau in mehreren Prozessschritten auf die VB Prosuite 3. In der Arbeitsvorbereitung werden zunächst die Auftragsdaten aus dem Produktionsplanungssystem als DSTV‑Dateien exportiert. Das Modul PRONC3 importiert diese standardisierten Formate (zum Beispiel DSTV oder STEP), bildet die Teilegeometrien ab und prüft die Machbarkeit der Bauteile.
Mit Estime 3 lassen sich die benötigten Werkzeuge im Voraus bestimmen, die Produktionszeiten berechnen sowie mögliche Kollisionen erkennen. Dadurch können Anpassungen bereits vor Produktionsbeginn vorgenommen werden, was die Prozesssicherheit erhöht.
An der verketteten Anlage selbst – konkret am Bedienpult der Strahlanlage – wird das Modul Proflow eingesetzt. Es bietet einen transparenten Überblick über alle anstehenden Aufträge und zeigt den Fortschritt des Materials innerhalb des Produktionsflusses in Echtzeit an. Zudem prüft Proflow die optimale Schachtelung der Stäbe und analysiert, welche Profile parallel durch die Strahlanlage laufen können. Auf diese Weise wird der Materialdurchsatz maximiert und ein effizienter Gesamtprozess sichergestellt.
© Behringer
Dem demografischen Wandel mit Automatisierung begegnen
Durch die neue Struktur wird der komplette Prozess mit nur einer Bedienperson gesteuert, die Strahlanlage, Bohranlage und Säge parallel überwacht. Gleichzeitig konnten zusätzliche Arbeitsschritte wie Ausklinken, Fräsen und Anzeichnen in die Linie integriert werden, wodurch sich die Wertschöpfung erhöht hat. „Das Ganze läuft jetzt in Vollautomatik“, sagt Baade und erläutert weiter: „Das heißt, ein Mann bedient alle drei Anlagen parallel und gleichzeitig schaffen wir es, deutlich mehr Arbeitsprozesse auf die Anlage zu bringen. Was wir vorher mit vier Bedienern und zwei Säge‑Bohr‑Anlagen gemacht haben, schaffen wir nun mit einer Split‑Line und einem Bediener.“
Diese Weiterentwicklung ist eine Antwort auf den demografischen Wandel und den zunehmenden Fachkräftemangel, da qualifizierte Mitarbeiter heute effizienter eingesetzt werden können. Durch die hohe Automatisierung sind zudem lange mannlose Schichten möglich, was die Laufzeiten der Anlage ausschöpft. Insgesamt erzielt Butzkies Stahlbau nun einen höheren Output bei erweitertem Bearbeitungsspektrum und zukunftsfähiger Prozessstruktur.
Zitat:
„Wir mussten uns Gedanken machen, wie wir im Zuge des Fachkräftemangels die Trägeranarbeitung effizienter gestalten und den Output hoch halten.“
Patrick Baade, Betriebsleiter bei Butzkies Stahlbau
Über Partners 4 Steel
Partners for Steel (P4S) ist eine Kooperation der drei Maschinenbauunternehmen Behringer, Vernet Behringer und Rösler Oberflächentechnik. Darin bündeln sie ihre Kompetenzen in den Bereichen Sägen, Bohren/Fräsen sowie Strahl- und Oberflächentechnik, um vollständig integrierte und automatisierte Fertigungssysteme aus einer Hand für die Stahlbau‑ und Stahlhandelsindustrie anzubieten. Dazu gehören komplette Bearbeitungslinien für Sägen, Bohren, Fräsen, Strahlen und Konservieren von Stahlträgern und Profilstahl.
Web:
www.behringer.net



